
Содержание
- 1 Сварка в среде углекислого газа
- 2 Полуавтоматическая сварка в среде углекислого газа
- 2.1 Что такое полуавтоматическая сварка в среде углекислого газа
- 2.2 Особенности сварки в углекислом газе
- 2.3 Режимы полуавтоматической сварки в среде защитных газов
- 2.4 Подготовка к работе
- 2.5 Настройка и подключение сварочного оборудования
- 2.6 Подготовка металлов для сварки в CO2
- 2.7 Как же правильно сваривать полуавтоматом
- 2.8 Способы сварки:
- 2.9 Пошаговый процесс сварки:
- 2.10 Расход углекислоты при сварке для сварочного полуавтомата
- 2.11 Сварка полуавтоматом с углекислотой плюсы и минусы
- 2.12 Техника безопасности. Опасность угарного газа СО
- 3 Техника полуавтоматической сварки в среде углекислого газа
- 4 Чем характеризуется технология сварки полуавтоматом?
- 5 Все о полуавтоматической сварке в среде углекислого газа
- 5.1 Режимы и особенности сварки в углекислоте
- 5.2 Характеристики сварки в углекислом газе
- 5.3 Подготовительные работы
- 5.4 Технология и методы выполнения работ
- 5.5 Расход СО2
- 5.6 Увеличение производительности при работе в среде СО2
- 5.7 Увеличить силу тока
- 5.8 Увеличение вылета электрода
- 5.9 Преимущества и недостатки
- 5.10 : Как настроить давление защитного газа и его расход
Сварка в среде углекислого газа
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.
Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см².
Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке.
При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги.
Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера.
Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
https://www.youtube.com/watch?v=EptnFOMMip4
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед.
В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается.
Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом.
Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0.
То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
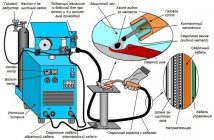
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Поделись с друзьями
Источник: https://svarkalegko.com/tehonology/svarka-v-uglekislom-gaze.html
Полуавтоматическая сварка в среде углекислого газа
В среде защитных газов, сварка углекислым газом очень распространена. Для общего понимания картины, предлагаю получше изучить данный способ сваривания.
Что такое полуавтоматическая сварка в среде углекислого газа
Принцип действия этого метода заключается в следующем: в зону сварки поступает углекислый газ, который под действием высокой температуры сварочной дуги распадается на две составляющие — окись углерода (СО) и кислород (О2).
Химическая формула процесса 2СО2=2СО+О2.
Данная реакция является окислительной. Угарный газ(СО) отлично защищает сварочную зону от воздействия окружающего воздуха, однако действие углекислого газа и кислорода приводит к выгоранию углерода и легирующих компонентов из металла, что в свою очередь приводит к появлению пор в шве.
Для нейтрализации углекислого газа применяется особая сварочная проволока типа Св–08ГС, Св–08Г2С, содержащая марганец и кремний. Они активнее железа, и вступают в реакцию окисления первыми, не допуская окисления углерода и железа. В процессе сварки в защитном газе марганец и кремний образуют легкоплавкое соединение и в виде шлака выводятся на поверхность.
Особенности сварки в углекислом газе
Если сравнивать с другими способами сварки, то механизированная сварка в среде углекислого газа очень проста и подходит даже новичкам, она имеет следующие особенности:
- Сварка в углекислом газе металлических изделий производится на обратной полярности постоянного тока. Это позволяет добиться улучшения стабильности сварочной дуги, снижая возможность различных деформаций. Электрод в виде проволоки не расходуется на разбрызгивание.
- Прямую полярность используют при наплавке металла. Коэффициент наплавки в данном случае для полуавтоматической сварки значительно больше (в 1.6-1.8 раз), чем при токе с обратной полярностью.
- Сварка на переменном токе возможна с использованием осциллятора.
Рекомендуем! Сварка и ремонт ВОЛС
Режимы полуавтоматической сварки в среде защитных газов
В зависимости от толщины свариваемых металлов подбираются оптимальные режимы сварки в углекислом газе, настраивается сварочное оборудование. В таблице 1 приведены параметры ,влияющие на выбор режимов сварки.
Анализируя данные таблицы, следует отметить важные моменты:
- Глубина провара будет увеличиваться при увеличении сварочного тока.
- Напряжение дуги находится в прямой зависимости от длины дуги. При ее увеличении увеличивается и напряжение, а следовательно, ширина и глубина провара;
- Скорость подачи проволоки должна обеспечивать стабильное горение дуги при заданных параметрах напряжения;
- Вылет электрода обеспечивает устойчивость процесса горения дуги, при его увеличении ухудшаются свойства дуги и ,соответственно, качество сварного шва. На малом вылете процесс сварки плохо наблюдаем через сварочную маску, при этом контактный наконечник часто подгорает.
- Вылет подбирается в зависимости от диаметра используемой электродной проволоки.
Теперь, когда мы разобрались с режимами сварки полуавтоматом, приступим к подготовке и дальнейшей работе
Подготовка к работе
Перед началом работы, следует ознакомиться с элементами управления, которые находятся на лицевой панели:
- Переключатель сварочного тока — позволяет установить слабую силу тока , который подойдет для тонких металлов и до более сильного (зачастую-6), который подойдет лишь для толстых металлов.
- Скорость подачи проволоки регулируется отдельным переключателем
- Некоторые полуавтоматы оснащены таймерами включения, для более удобного проведения точечной сварки.
- Отверстие под сварочный пистолет
Перед тем как подключать аппарат к питанию, убедитесь, что сеть имеет подходящие напряжение и мощность для полуавтомата.
Настройка и подключение сварочного оборудования
- Вставьте сварочную проволоку, механизм её подачи находится под крышкой. Проверьте ролики которые подают проволоку в автомат, направляющий шланг и электрод сварочного пистолета. Они должны быть идентичны типу и размеру проволоки. Чтобы использовать проволоку другого размера, надо поменять или перевернуть ведущий ролик. Маркировка размера вырезана на ролике сбоку.
Катушки могут иметь разный посадочный размер. Для этого используйте специальные адаптеры. Прежде, чем начать регулировку, нужно поставить проволоку в соответствующую борозду, затем зацепить регулировочный валик. Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться).
- Разложите подающий рукав во всю длину, снимите сопла и наконечник, после чего нажмите и удерживайте кнопку на горелке до автоматического выхода проволоки на 10-15 см. После этого можно поставить наконечник и сопло на место.
- Присоедините баллон с защитным газом к аппарату с помощью шланга через редуктор и зафиксируйте хомутами.
Теперь аппарат готов к работе.
Подготовка металлов для сварки в CO2
При сваривании очень тонких пластин низколегированной или углеродистой стали (0.5мм-1мм) стоит делать отбортовку кромок. Без отбортовки пространство между листами во время сварки не должно быть более 0.5мм. Если же толщина листов превышает 1мм, то отбортовку делать не нужно, но расстояние между листами не должно превышать 1мм.
Перед тем как сваривать металлы стоит удалить с них лишние элементы, такие как: масло, краска, грязь и тд. Так же, желательно удалить и ржавчину.
Как же правильно сваривать полуавтоматом
После того, как вы выбрали нужную скорость подачи и силу тока, подготовили изделия нужно отрегулировать расход углекислого газа и только спустя 30 с возбудить дугу и приступить к сварке, чтобы газ выдавил воздух из шлангов и каналов сварочной горелки.
Главное не торопиться и перед сваркой обязательно потренироваться на ненужном куске металла, таким образом сварка будет более качественна. И только после всего этого нужно приступать к основной работе.
Способы сварки:
- Углом вперед, перемещение горелки справа налево. Металл плавится меньше, валик шва получается широким. Применяется при сварке тонкого металла:
- Углом назад, горелку движется слева направо. Глубина проплавления больше, ширина шва уменьшается.
Пошаговый процесс сварки:
- Наклоните горелку на 5° от вертикальной оси
- Начните движение электродом по аналогии с ручной сваркой, следите за хорошим проплавлением металла и образованием качественного валика.
Чтобы избежать опасность образования трещин рекомендуется сваривать первый слой при малом токе.
- Завершаем шов заполнением металлом кратера.
- Останавливаем подачу проволоки и выключаем ток.
Газ продолжают подавать на заваренный кратер до тех пор, пока не затвердеет металл.
В обоснованных случаях, независимо от условий использования сварных соединений можно делать сварку в смеси с аргоном и с содержанием углекислого газа менее 50%, но не менее 15%.
Расход углекислоты при сварке для сварочного полуавтомата
Расход газа может сильно колебаться, но в основном одного баллона хватает на 10-15 часов непрерывной работы.
Стандартный баллон помещает до 25 килограмм углекислоты. За счет химической реакции один килограмм преобразуется в 509 литров газа. А так же расход газа высчитывается за счет качества флюса и погодных условий. По табличным расчетам затраты углекислоты при сварке могут колебаться от 5 до 60 литров в минуту. На расход так же влияют особенности сварки в углекислом газе.
Сварка полуавтоматом с углекислотой плюсы и минусы
Так как есть способы сварки в других защитных газах и сварочных смесях, стоит отметить достоинства и недостатки сварки в среде СО2
К плюсам следующее:
- Возможность сваривать ультратонкие детали (до 0,5 мм);
- Более аккуратная сварка;
- Безопасность;
- СО2 на порядок легче купить, чем сварочные смеси
На очереди минусы:
- Очистка происходит дольше
- Уступает защитным газовым смесям
- Затраты на присадочные материалы возрастают
Техника безопасности. Опасность угарного газа СО
Источник: https://svarkagid.ru/tehnologii/kak-varit-poluavtomatom-s-uglekislotoj.html
Техника полуавтоматической сварки в среде углекислого газа
Существуют самые разные способы сварки, однако к полуавтоматической сварке в среде углекислых газов уже давно проявляется интерес, как среди профессиональных мастеров, так и среди любителей.
В первую очередь, это связанно с тем, что данный метод обладает хорошей универсальностью и высокой производительностью.
Следует отметить и то, что сварка при помощи среды углекислого газа — достаточно дешевый способ делать прочное и достаточно качественное соединение различных металлических поверхностей, в том числе и нержавейки.
Полуавтоматическая сварка, которая проводится в специально создаваемой среде углекислого газа, нашла широкое применение и в наше время.
Она активно используется в промышленной сфере, при работах на строительных площадках, монтаже самых разных трубопроводов.
Кроме этого, она нашла широкое применение и у домашних умельцев, которые предпочитают всю работу по дому проводить исключительно своими руками.
Это отличный и эффективный способ сделать достаточно прочное сварное соединение листов из нержавейки, а также многих других видов металлов.
Ручная полуавтоматическая сварка, которая проводится в определенной среде углекислого газа, должна в обязательном порядке соответствовать установленному ГОСТ.
Некоторые понятия
Данная ручная сварка, которая проводится полуавтоматом, в среде создаваемого определенным способом углекислого газа, считается одним из самых дешевых способов произвести достаточно качественное соединение металлических поверхностей, в том числе и из нержавейки и производится согласно ГОСТ.
Цена необходимого оборудования достаточно низкая, что и объясняет популярность этого метода.
Она проводится по специальной схеме, которую прописывает соответствующий ГОСТ, а также некоторые другие руководящие документы.
Сущность данного метода получения сварного соединения заключается в том, что в рабочую зону сварки поступает углекислый газ под давлением, который создает определенную защиту, и в результате создаваемой дугой высокой температуры впоследствии распадается на угарный газ, а также кислород.
:
Весь процесс распада происходит по определенной реакции и сопровождается образованием углекислого, угарного газов, а также кислорода.
Данные элементы, которые образуют поток, обеспечивают эффективную защиту сварного соединения, а кроме этого, достаточно активно осуществляют взаимодействие с поверхностью обрабатываемого металла.
Для того чтобы снизить негативное воздействие углекислого газа на металл, в используемую сварочную проволоку дополнительно вводят такие элементы, как кремний и марганец.
При проведении сварочных работ полуавтоматом в специально создаваемой среде углекислого газа для предотвращения процесса окисления на поверхности металла в рабочую зону вводят в свободном состоянии марганец или кремний.
При этом следует учитывать, что количество эти двух элементов в сварной проволоке строго регламентировано.
Для того чтобы сварной шов получился максимально прочным и качественным по ГОСТ, кремний и марганец в проволоке должны находиться в определенном соотношении.
При проведении сварочных работ в среде углекислого газа непосредственно ручным полуавтоматом в определенный момент начинают формироваться оксиды, как кремния, так и марганца.
Вместо растворения в сварочной ванне, данные элементы начинают особым образом реагировать между собой, в результате чего на металлической поверхности начинает образовываться в виде шлака легкоплавкое соединение.
На видео, которое размещено ниже, подробно показан процесс сварки при помощи полуавтомата в образованной особым образом среде углекислого газа.
:
Основные особенности
Ручная сварка с использованием среды защитного газа имеет ряд существенных особенностей, а также некоторые тонкости и нюансы, на которые необходимо обращать внимание в обязательном порядке.
Данный метод получения сварных соединений высокого качества был разработан советскими инженерами около ста лет назад, однако и в наше время не утратил своей актуальности.
Схема выполнения работ относительно несложная и широко используется как на крупных производствах и строительных площадках, так и в бытовых условиях, а также при частном строительстве.
Для данного типа сварки разработан специальный ГОСТ, который обязателен для исполнения, вне зависимости от того, где используется сварка полуавтоматом в углекислой защитной среде.
Работа с металлом в углекислой среде выполняется только постоянным током, который обязательно должен иметь обратную полярность.
Если попробовать выполнить сварное соединение с использованием постоянного тока, но прямой полярности, то это, в первую очередь, отрицательно отразится на стабильности вырабатываемой полуавтоматом электрической дуги.
А во-вторых, приведет к тому, что шов будет формироваться неправильной формы с образованием дефектов, а используемый при данном процессе электрод будет сильно разбрызгиваться, а также образовывать слой угара.
В том случае, когда с использованием данного метода сварки выполняется не сварка в прямом понимании этого слова, а наплавка, специалисты настоятельно рекомендуют использовать непосредственно прямую полярность постоянного тока.
Это связано, главным образом, с тем, что используемый в этом конкретном случае коэффициент наплавки практически в два раза выше, чем при применении тока с обратной полярностью.
В некоторых отдельных случаях данный тип сварки можно проводить и при переменном токе.
Однако для этого общая схема сварочного аппарата должна содержать в своем составе специальный осциллятор.
Кроме этого, следует отметить то, что основными источниками постоянного тока при сварке в среде углекислого газа должны быть преобразователи тока, которые имеют жесткие характеристики.
При выполнении сварки с использованием полуавтомата в специально создаваемой защитной среде, состоящей из углекислого газа, необходимо строго контролировать соответствие всех рабочих параметров принятому ГОСТ.
Более подробно процесс сварки с использованием полуавтомата и защитной среды, состоящей из углекислого газа, показан на видео ниже.
:
Подготовка аппарата и заготовки
Полуавтоматом при создании среды углекислого газа можно варить самые разные металлические поверхности, в том числе из нержавейки.
Оборудование, которое используется в этом случае, в обязательном порядке должно быть собрано в специальную схему.
Необходимо максимально герметично произвести соединение всех шлангов, держателей, баллонов с углекислым газом, а также подключить полуавтомат к основному источнику питания.
Последовательность сборки оборудования в схему определяется ГОСТ и другими руководящими документами.
Следует помнить, что от правильности подключения оборудования во многом зависит не только качество работы, но и техника безопасности, согласно ГОСТ.
Данный метод сварки считается одним из наиболее опасных и обязательно должен проводиться в соответствии с правилами по технике безопасности и регламентом работ.
Перед тем как приступить непосредственно к выполнению работ, необходимо изучить не только технологию проведения сварочных работ с использованием среды углекислого газа, но и иметь представление о соответствующем ГОСТ, который определяет порядок работ.
:
Также следует обязательно использовать соответствующие средства защиты.
Сварка металла, в том числе из нержавейки, в углекислой среде при помощи полуавтомата выполняется достаточно эффективно.
При проведении работ следует помнить, что соединение тонких листов нержавейки и стали осуществляется с обязательной отбортовкой кромок.
Можно проводить сварку и без проведения отбортовки, но только в том случае, когда зазор между листами будет минимальным.
Листы нержавейки и стали средней толщины можно сваривать без предварительной разделки кромок, однако в этом случае зазор не должен превышать один миллиметр.
Листы с большой толщиной следует в обязательном порядке сделать V-образную разделку. Кроме этого при данном методе сварки используется также и Х-образная разделка листового металла и нержавейки.
:
В любом случае перед тем, как приступить к сварке, необходимо тщательно зачистить кромки у металла до состояния блеска.
Для этого можно воспользоваться автоматическим инструментом, например болгаркой. При необходимости выполнить прихватку рекомендуется использовать электроды из углеродистых сталей.
Также перед проведением работ следует правильно раскрепить в полуавтомате сварочную проволоку.
Режимы выполнения работ
Ручная сварка полуавтоматом с использованием защитной углекислой среды может выполняться в нескольких различных режимах.
Режимы работы, главным образом, зависят от толщины обрабатываемого материала и выставляются на аппарате ручным способом.
В том случае, когда металл имеет большую толщину, необходимо уменьшить скорость сварки и, в свою очередь, увеличить силу тока.
:
При минимальной толщине обрабатываемого металла наоборот — скорость работ возрастает, соответственно снижается показатель силы тока.
При выполнении работы должно быть обеспечено стабильное горение дуги, при этом она должна быть максимально короткой.
Если увеличить сварочную дугу, то ее горение будет нестабильным, а кроме этого, значительно увеличится разбрызгивание металла, что может привести к появлению на металлической поверхности различных дефектов.
Данный метод сварки достаточно простой. Его можно использовать как в промышленности, так и в быту.
При этом всю необходимую работу следует выполнять только в средствах защиты.
На видео ниже подробно показана сварка полуавтоматом в защитной углекислой среде с аргоном.
:
Источник: https://rezhemmetall.ru/poluavtomaticheskaya-svarka-v-srede-uglekislogo-gaza.html
Чем характеризуется технология сварки полуавтоматом?
На сегодня сварочное дело распространено повсюду. Сварка используется в различных отраслях промышленности: машиностроение, металлургия. Она нашла широкое применение при прокладке и ремонте трубопроводов, в судостроении, в процессе осуществления монтажных работ.
Известно несколько видов сварки: ручная дуговая, газовая, полуавтоматическая, автоматическая. Технология сварки полуавтоматом несколько отличается от простой дуговой. Главное отличие — автоматизация процесса.
Если при ручной дуговой сварке всю работу выполняет человек, то здесь требуются меньшие усилия.
Классификация видов сварки.
https://www.youtube.com/watch?v=EptnFOMMip4
В настоящее время сварка полуавтоматом используется в основном для соединения различных деталей из стали, алюминия и железа. Благодаря точно установленному режиму работы сварочного аппарата можно добиться получения отличного сварного шва и прочности конструкции.
Чтобы этого достичь, требуется правильно подготовить оборудование и само рабочее место. Большое значение имеет скорость подачи сварной проволоки, а также подаваемая сила тока и напряжение сети.
Необходимо более подробно рассмотреть основные этапы работы при сварке полуавтоматом.
Подготовительный этап работы
Подключение сварочного аппарата.
Для сварки полуавтоматом потребуется приобрести необходимое оборудование. В первую очередь понадобится сварочный полуавтомат. Он представляет собой устройство, с помощью которого осуществляется сам процесс сварки. В качестве электрода в данной ситуации выступает проволока. Она может быть различного диаметра.
Это во многом зависит от толщины свариваемых изделий. Если при автоматическом процессе все делает сам агрегат, а человек только наблюдает за процессом, то здесь работник должен сваривать сам, аппарат только подает ток и проволоку.
Оборудование для сварки таким способом различается по устройству и внешним параметрам.
Выделяют стационарные, передвижные и переносные агрегаты. В зависимости от того, какая используется проволока, различают автоматы со сплошным электродом из стали, алюминия или универсальные. Существует и другая классификация. Она основана на механизме защиты сварного шва. Важно, что сварной шов должен быть защищен специальным газом. Выделяют сварку в среде защитного газа, под флюсом.
Подготовительный этап включает в себя организацию заземления, установление нужного напряжения и силы тока. Режим работы выбирается индивидуально для каждого изделия. Непосредственно до сварки нужно правильно отрегулировать наконечник.
Его величина должна превышать размер проволоки. Проволока должна быть цельной. Что же касается подающего механизма, то целесообразно проверить его исправность. Сварка осуществляется с соблюдением всех мер безопасности.
При этом используются средства индивидуальной защиты (перчатки, невозгораемая одежда, щиток или маска).
Технология сварки в среде защитного газа
Сварка в среде защищенного газа.
В качестве защитного газа чаще всего выступает углекислота или гелий. Защитный газ в значительной степени снижает окисление металла, что повышает прочность изделия.
До сварки деталей из нержавейки или другого металла нужно тщательно очистить поверхность от грязи, мусора, смазочных веществ. Делается это при помощи щетки или ветоши.
Если сварка деталей проводится в вертикальном положении или планируется формирование потолочного шва, то проволока берется небольшого сечения. Сила тока тоже не должна быть большой.
Технология сваривания бывает следующих типов:
- непрерывного;
- точечного;
- с помощью коротких замыканий.
Сварочный полуавтомат в углекислой газовой среде.
Чаще всего сварка проводится при подаче переменного тока. Углекислый газ для сварки выпускается в баллонах. Он нетоксичен. Выделение газа из баллона осуществляется при помощи сопла горелки. Необходимый расход газа зависит от режима сварки.
Что же касается подачи проволоки, то оптимальный расход ее составляет около 35-40 мм/с. После того как оборудование подготовлено, осуществляется возбуждение электрической дуги. Делается это посредством касания проволоки о поверхность изделия.
Движение сварочной проволоки достигается путем нажатия на кнопку «пуск», расположенную на держателе.
Проволока не должна располагаться слишком близко к изделию, так как это ухудшает обзор для работника. Проволоку нужно вести прямо. В целях обеспечения безопасности не рекомендуется направлять сопло горелки на себя. Одной рукой нужно придерживать деталь, а второй — держать горелку.
При сварке важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал. Технология работы такова, что при толщине металла до 10 мм зазор должен быть не более 1 мм, при толщине изделий более 10 мм зазор составляет 10% от данной величины. Очень часто детали в лежачем состоянии сваривают на подложке.
При этом ее располагают снизу и очень плотно к основному металлу.
Технология сварки алюминия
Сваривать полуавтоматом можно не только сталь, но и алюминий. Сложность сварки этого металла в том, что на его поверхности имеется особый слой амальгамы. Он затрудняет процесс плавления и образования сварного шва. Соединение деталей полуавтоматом осуществляют при подаче защитного газа аргона. В данной ситуации подойдут плавящиеся электроды. Так как металл обладает высокой текучестью, под изделие устанавливается подкладка.
Особенность этого вида сварки в том, что она проводится под действием постоянного тока обратной полярности.
Аргонная сварка.
При этом на горелку подключается «-», а на деталь — «+». Это обеспечивает разрушение поверхностного слоя алюминия и плавление детали. Необходимо помнить, что этот метод будет эффективным только в случае небольшой толщины защитной пленки. Если же слой окиси алюминия значительный, то перед проведением сварочных работ рекомендуется провести механическую или химическую обработку поверхности деталей.
Алюминий лучше сваривать аппаратами с тянущим механизмом подачи проволоки. Технология сварки может проводиться в разных пространственных положениях детали.
Если сварка выполняется в вертикальном положении, то горелку нужно двигать сверху вниз. Это обязательное правило, в противном случае шов не удастся. Сопло должно быть направлено несколько вверх.
Вертикальные изделия нужно сваривать быстро, чтобы расплавленный металл не успевал стекать вниз.
Как варить полуавтоматом без газа?
Сварка под флюсом.
У сварки полуавтоматом масса достоинств, одним из которых является возможность проведения работ без защитного газа. В последние годы большой популярностью среди сварщиков пользуется сварка под флюсом.
Она проводится с применением порошковой проволоки и представляет собой металлическую трубку, внутри которой расположен порошок. Порошок в процессе сварки плавится, в результате чего выделяется газ, который защищает поверхность деталей от окисления.
Сам флюс схож по своему химическому составу со смазкой простых электродов.
При этом типе сварки не нужно покупать баллоны с газом. Способ хорош тем, что имеется широкий ассортимент порошковой проволоки. В зависимости от ее состава можно сформировать необходимый шов и организовать оптимальный режим горения дуги.
Технология соединения деталей отличается тем, что подача проволоки требует определенного усилия (нажатия). Как и при сваривании алюминия, в этом случае применяется обратная полярность.
Это нужно для повышения температуры сварочной дуги и расплавления флюса.
Основные правила при проведении сварочных работ
Техника безопасности при сварочных работах.
Сварщик должен помнить некоторые важные моменты. Во-первых, в самом начале сварочных работ рекомендуется сделать пробный шов на каком-либо ненужном изделии. Это необходимо, для того чтобы отрегулировать режим работы (силу тока, скорость подачи проволоки).
Если этого не делать, то можно получить некачественный сварной шов. Во-вторых, сваривать изделия требуется, опираясь на инструкцию, приложенную к аппарату. В-третьих, работать необходимо в специальной одежде.
При сварке выделяется большой объем газа, поэтому лучше проводить процедуру на улице или оборудовать помещение вентиляцией.
В-четвертых, для каждого типа сварочной проволоки форма канавки должна иметь определенную форму. Если проволока сплошная и сделана из стали, то канавка должна быть V-образной, при флюсовой проволоке канавка такая же, только с насечками.
В-пятых, при горении дуги нельзя прикасаться к сварному шву, так как он очень сильно нагревается. В-шестых, категорически запрещено сваривать изделия, емкости, на поверхности которых имеются горючие материалы. Изделия должны быть очищены.
Кроме того, не нужно работать беспрерывно, требуется делать небольшие паузы.
Необходимые инструменты и материалы
Чтобы осуществить сварочные работы, потребуется набор инструментов и материалов:
- сварочный полуавтомат;
- проволока необходимого диаметра;
- источник тока, баллон с защитным газом;
- перчатки;
- маска или щиток;
- молоток;
- щетка.
Нужно убедиться, чтобы газ и проволока были в достаточном объеме. При приобретении сварочного оборудования необходимо обращать внимание на его стоимость. Лучше приобретать товар по средней цене, дешевый агрегат может быть плохого качества.
Полуавтомат должен иметь инструкцию по применению, гарантийный талон. Рекомендуется обращать внимание на производителя. Существуют полуавтоматы с коротким и длинным шлангом. Второй вариант оптимальный. Стационарное оборудование используется только при регулярных сварочных работах. Современные же переносные аппараты являются более компактными и удобными.
Таким образом, технология полуавтоматической сварки сводится к тому, что с помощью оборудования на изделие подается проволока, а работник осуществляет плавление металла и формирует сварной шов. Условно полуавтоматическую сварку можно разделить на газовую и под флюсом.
Оба метода очень эффективны и позволяют получить качественный сварной шов. От того, насколько правильно выбран режим работы оборудования, зависят результат работы и прочность полученного изделия.
Если соблюдать все вышеописанные правила и опираться на инструкцию к оборудованию, то свариваемые детали не будут иметь дефектов.
Источник: https://moyasvarka.ru/process/texnologiya-svarki-poluavtomatom.html
Все о полуавтоматической сварке в среде углекислого газа
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.
Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
Технология накладывания сварного шва в углекислоте
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.
Настройка оборудования перед работой
Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
Как правильно варить полуавтоматом в углекислоте
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Контроль качества спаивания металла
Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.
Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Преимущества и недостатки
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
: Как настроить давление защитного газа и его расход
Источник: https://promzn.ru/obrabotka-metalla/poluavtomaticheskaya-svarka-v-srede-uglekislogo-gaza.html