
Содержание
- 1 Как и чем правильно клеить ПВХ трубы для бассейна и канализации | клеим поливинилхлоридную ленту
- 2 Соединение ПВХ труб клеем
- 3 Как подобрать правильный клей для труб ПВХ + технология склеивания труб
- 4 Технология склеивания труб ПВХ — Все об утеплении и энергоэффективности
- 5 Инструкция по монтажу труб и фитингов ПВХ/ХПВХ
Как и чем правильно клеить ПВХ трубы для бассейна и канализации | клеим поливинилхлоридную ленту

ПВХ трубы вот уже несколько десятков лет занимают лидирующие позиции среди прочей продукции для проектов коммуникаций. И потому в этой статье мы расскажем про монтирование магистралей из таких коллекторов клеевым способом.
Прежде, чем клеить ПВХ трубы, следует приобрети специальный клеящий состав. Если правильно выбрать клей для поливинилхлорида, полученное с его помощью соединение по надежности не уступит сварке. Обычно используют такой метод монтажа при обустройстве магистралей подачи холодной воды.
Особенности выбора клеевых составов
Интересуясь, какая клеевая смесь лучше подойдет для соединения ПВХ труб, нужно знать особенности такой продукции. В первую очередь, в его составе должна быть комбинация из поливинилхлорида, химических веществ для его растворения (метилэтилкетон, тетрагидрофуран, циклогексанон) и прочих присадок. Процесс склеивания такими смесями осуществляется за счет испарения растворителей и соединения полимерных молекул материалов, в результате чего получается крепкая цельная конструкция.
Чтобы получить в процессе склеивания поливинилхлоридных труб именно такие соединения, следует покупать продукцию надежных производителей с проверенной репутацией. Среди таких отлично зарекомендовали себя на рынке монтажных средств зарубежные компании:
- немецкая Tangit;
- голландская Griffon;
- и французская – Gebsoplast.
Приобретая клей для ПВХ изделий, обязательно ознакомьтесь с информацией, которая имеется на упаковке. Наиболее важными показателями смеси считаются: ее предназначение (область применения), свойства состава и время его высыхания, плотность и вязкость вещества, а также технология нанесения. Не менее важен срок изготовления и условия хранения продукта.
При выборе необходимого клея следует обратить внимание также на тип вещества. Вся линия подобных химических веществ для быстрого монтажа труб ПВХ делится на два вида:
- Клей для холодной спайки.
- Средства для сплавления материалов при высокой температуре.
Клеевое соединение методом холодной спайки – наиболее простой и популярный вариант сращивания ПВХ труб. Такая технология монтажа применяется при обустройстве магистралей холодного и горячего водоснабжения, систем вентиляции и прочих проектов. Швы, полученные таким путем, получаются монолитными и достаточно крепкими.
Клеевые составы для горячей спайки коллекторов применяются в ходе прокладки канализационного канала, водопровода, воздухоотводных путей и т. п. Если правильно клеить трубы ПВХ таким способом, можно получить очень надежное соединение и, соответственно, создать герметичную систему.
Технология применения таких клеящих веществ требует дополнительного использования специального паяльника. Сам процесс спайки происходит за счет воздействия высокой температуры на смесь и, непосредственно, склеиваемые материалы.
Такой клей и метод сращивания подойдет тем, кто интересуется, чем клеить трубы ПВХ для канализации.
Составные элементы аппарата для ручной спайки.
Подготовительные работы
Выбрав подходящий клеевой состав, можно приступать к следующему этапу. Перед тем, как клеить ПВХ трубы, необходимо тщательно подготовить детали. От этого напрямую зависит качество соединения. При этом, не важно, какой способ (холодная или горячая спайка) будет выбран Вами для проведения монтажа.
Подготовка элементов должна осуществляться обязательно в сухой комнате, температура воздуха в которой будет не менее +5⁰С и не больше +35⁰С. Условия окружающей среды не желательно менять на протяжении всего процесса полимеризации. В среднем она занимает от 12 до 24 часов. Только по истечении данного срока можно будет произвести тестирование узла, пропустив через соединенные трубы ПВХ носитель.
Процесс подготовки заключается не только в организации оптимальных условий, но и в других нюансах. Порядок подготовительных работ заключается в следующем:
- Разметка труб на отрезки нужной длины.
- Нарезка труб (осуществляется с помощью специальных ножниц либо трубореза).
- Выравнивание краев у отрезков.
- Шлифовка и зачистка торцов (необходима, чтобы узел получился максимально герметичным).
- Снятие фаски (применяется для армированные коллекторов с толстой оболочкой).
- Обезжиривание соединяемых поверхностей (при раструбном соединении обрабатываются торцы труб и внутренняя часть раструба).
Процесс склеивания поэтапно
По завершении подготовки, можно начинать клеить трубы ПВХ (видео с инструкцией прилагается). Для склеивания ПВХ изделий понадобится, в первую очередь, клей, а также кисть для его нанесения. Зачастую кисточка продается вместе с клеем. Но, если производителем не предусмотрена такая комплектация, приобретите инструмент отдельно, учитывая, что он должен быть с натуральной щетиной. Если Вы решили практиковать склеивание горячим способом, подготовьте также специальный паяльник («утюг») для труб из пластика, но может использоваться и сварочный аппарат.
Метод холодной спайки
Клеевое соединение труб методом холодной пайки осуществляется по принципу «мама-папа». Соединяемые изделия имеют раструб, гладкие поверхности внутри которого стоит обязательно обезжиривать перед склейкой. Если не очень качественно подготовить плоскости перед склейкой, герметичность и прочность узла будет значительно сниженной. Если же перед проведением работ узнать, как правильно клеить трубы ПВХ, результат превзойдет все Ваши ожидания.
с описанием процесса склейки:
Чтобы с помощью клея соединить детали трубопровода, нужно края подготовленных отрезков смазать клеем. Наносить его рекомендуется ровным и не очень толстым слоем. После этого можно склеить элементы, исключая их вращение и смещение в течение 10-2 секунд. Именно столько требуется клеевому составу, чтобы сцепить поверхности.
Сразу же нужно устранить избыток клея, выступивший за края меток. Затем необходимо оставить изделия еще минут на 10-15.
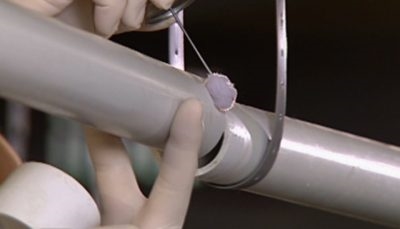
В некоторых ситуациях для повышения гидроизоляции трубопровода используют специальную клеевую ленту. Перед тем, как клеить поливинилхлоридную ленту на трубу ПВХ, нужно нанести на участок возле узла грунтовку, способную усилить сцепление материалов. Далее наклеивается лента ПВХ. Мотки должны располагаться спиралевидно, с небольшим нахлестом на предыдущий виток. Следует избегать зазоров между полосками и образования пузырьков воздуха между плоскостью и клейкой лентой.
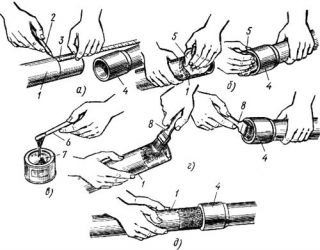
Алгоритм проведения склейки холодным методом.
Соединение горячим методом
Таким методом пользуются, если необходимо соединить водопроводные либо канализационные коллекторы, вентиляционные проходы и прочие системы из труб ПВХ. Такой способ монтажа весьма прост, несмотря на то, что осуществляется он при использовании дополнительного нагревающего оборудования.
Чтобы соединить две трубы горячей спайкой, нужно купить подходящий клеевой состав и, подготовить надлежащим образом соединяемые участки труб. Далее действовать можно по той же схеме, что и в предыдущем случае. Смазав клеевым составом торцы изделий, их нужно соединить и нагреть до оптимальной температуры спайки. При какой именно температуре схватывается тот или иной клей, обычно указывает производитель смеси на упаковке. Такие узлы высыхают за 30-50 минут, а процесс полной полимеризации завершается уже через 2,5-3 часа.
При этом, Вы получаете монолитную конструкцию с малозаметными, но очень прочными и герметичными узлами.
Как монтируется трубопровод методом горячей пайки, можно посмотреть на видео:
Оба этих метода, как ранее упоминалось, применяются при обустройстве водопроводов в квартирах и на дачах, в системах канализации и вентиляции. Для тех же, кто желает знать, как клеить трубы ПВХ для бассейна, стоит обратить внимание все же на второй способ соединения трубопровода. Основное требование, которому полностью соответствуют полученные в ходе холодной пайки узлы – это абсолютная гидроизоляция. Так как при строительстве бассейнов трубы могут укладываться в цементный раствор или бетон, они должны быть надежно смонтированными, чтобы исключить подтеки.
Очень важно при осуществлении подобного рода монтажных работ соблюдать меры предосторожности. Так как в составе клеевых растворов имеются легковоспламеняющиеся компоненты, в процессе их нанесения не стоит курить.
А для того, чтобы кожные покровы Ваших рук не пострадали от воздействия химических составляющих, предварительно рекомендуется надевать перчатки. Хранить клей для труб ПВХ необходимо подальше от источников возможного воспламенения.
Источник: https://trubtraid.ru/obsluzhivanie-trub/skleivanie/kak-i-chem-kleit-pvkh-truby.html
Соединение ПВХ труб клеем

Металлические трубы, обладающие ограниченным сроком эксплуатации из-за сильной подверженности коррозии, практически вышли из обихода в системах канализации и водоснабжения. Их заменили полимерные трубы, более долговечные, легкие и дешевые, о технологии соединения которых мы поговорим в данной статье.
Склеенные ПВХ трубы
Вы узнаете, как выполняется клеевое соединение труб ПВХ, какие изделия для этого можно использовать и как правильно выбрать клеевой состав для холодной сварки. Мы рассмотрим одно и двухкомпонентные клеи и расскажем, как пластиковые трубы соединяются с полимерными, металлическими и чугунными аналогами.
Пластиковые трубы для склеивания
Водопроводные ПВХ трубы изготавливаются методом экструзии из поливинилхлорида – термопластичного полимера, обладающего ограниченной температурой эксплуатации. ПВХ – один из наиболее дешевых в производстве пластиковых материалов, что обуславливает низкую стоимость итоговых изделий.
Существует два вида поливинилхлоридных труб, отличающихся между собой техническими характеристиками – изделия из обычного ПВХ и ХПВХ (хлорированного):
- ПВХ трубы применяются для обустройства систем холодного водоснабжения, канализации (напорной и безнапорной) и дренажных систем, также они могут использоваться в качестве обсадных труб при бурении скважин на воду. Максимальная рабочая температура составляет +40 градусов;
- ХПВХ трубы обладают большей термостойкостью (рабочий температурный максимум +900), они подлежат использованию в системах горячего водоснабжения и отопительных коммуникациях (радиаторное отопление, теплый пол).
ХПВХ, и любые другие полимерные изделия, могут соединяться посредством трех способов:
- с помощью фитингов;
- с помощью пайки (высокотемпературной сварки);
- с помощью склеивания (холодной сварки).
Стыковка методом пайки и клеевое соединение являются неразборными – после стыковки образуется монолитная конструкция, тогда как трубопроводы соединенные фитингами (резьбовыми и компрессионными) подлежат демонтажу. Однако стоит учитывать, что монолитный стык гораздо надежное, он сводит к нулю риск протечек системы, а по технологии исполнения клеевое соединение пластиковых труб является наиболее простым и быстрым способом монтажа.
ХПВХ трубы и фитинги
С помощью клеевого соединения могут собираться водопроводы и отопительные коммуникации из следующих видов:
- полиэтиленовых (ПЭ, ПНД, ПВД);
- полипропиленовых (ПН);
- металлопластиковых (РЕХ, PE-RT).
Эксплуатационные характеристики ХПВХ труб
ХПВХ трубы – оптимальный выбор при монтаже систем водоснабжения, отопления и канализации по совокупности эксплуатационных характеристик. Преимуществами данных изделий является:
- высокая механическая прочность и устойчивость к деформациям (предел прочности ХПВХ составляет 80 мПа, модуль упругости – 2500 мПа);
- возможность использования в напорных трубопроводах (они выпускаются в трех модификациях – PN10, 16 и 25, рассчитанных под соответствующее давление);
- минимальное линейное расширение при нагреве (не превышает 0.6 мм/м);
- идеально гладкие внутренние стенки (коэфф. шероховатости 0.6), на которых не появляются сторонние образования, что гарантирует сохранение первоначальных гидравлических характеристик на протяжении всего срока эксплуатации трубопровода;
- полная устойчивость к коррозии и химически агрессивным веществам, за счет которой достигается длительный срок службы в 50 лет.
ХПВХ трубы выпускаются в диапазоне диаметров 16-225 мм, SDR (соотношение диаметра и толщины стенок) может варьироваться в пределах 6-41. От параметра SDR непосредственно зависит кольцевая жесткость – то, какое давление трубопровод сможет выдержать не подвергаясь деформации.
Выбор клея для ПВХ труб
Клеевые составы, использующиеся для соединения пластиковых труб методом холодной сварки, делятся на две группы:
- клеи, не заполняющие зазоры – применяются в случаях, когда зазор между трубой и переходником (фитингом) составляет менее 0.1 мм;
- клеи, заполняющие зазоры – используются при наличии зазора до 0.8 мм.
Зазоры до 0.1 мм наблюдаются при монтаже внутренних систем водоснабжения и отопления, в которых применяются трубы и фитинги малых диаметров (до 40 мм), зазоры до 0.8 мм возникают при соединении канализационных систем и наружных водопроводов, где изделия больших диаметров стыкуются помощью раструбов.
Оптимальным вариантом не заполняющего состава является клей Тангит. Это двухкомпонентный клей на основе полимера UPVC и тетрагидрофурана, который может использоваться для монтажа напорных трубопроводов (транспортирующих газ, в том числе) из полипропиленовых, полиэтиленовых и ПВХ труб.
Клей Тангит имеет плотность – 0.097 гр/мл и термостойкость, аналогичную термостойкости ПВХ. Состав устойчив к химически агрессивным веществам (растворителям и неорганическим кислотам). При комнатной температуре (+200) клей отвердевает на протяжении 4 минут (при 400 – 1 мин). Тангит поставляется в таре емкостью 0.125, 0.25, 0.5 и 1 кг.
Нормативный документ ВСН №35-86 “Инструкция по монтажу пластиковых трубопроводов”, в качестве заполняющего клея рекомендует использовать состав марки ГИПК-127. Данный клей может применяться для соединения труб холодного водоснабжения (термостойкость состава – 40 градусов).
Клеевое соединение при температуре 200 имеет прочность 5 мПа. Трубопровод водоснабжения, для монтажа которого использовался клей ГИПК-127, допускается к эксплуатации спустя 6 дней после склеивания, предварительно требуется 10-ти кратная промывка системы.
В целом, клеевое соединение имеет высокую механическую прочность и достаточный запас надежности лишь при монтаже водопроводов под холодную воду, если вы планируете обустраивать отопительные коммуникации, лучше стыковать трубы методом пайки, поскольку любой клей при нагреве меняет свои технические характеристики.
Технология склеивания
Работы по склеиванию пластиковых трубопроводов необходимо проводить при температуре окружающей среды 5-30 градусов. Помимо клеевого состава вам потребуется средство для обезжиривания, рекомендуем приобретать растворитель той же фирмы производителя, что и используемый клей.
Для соединения угловых элементов и стыковки труб между собой используются переходники – пластиковые фитинги требуемой формы. Переходник подбирается в соответствии с диаметром основных труб. Зазор между трубой и фитингом, влияющий на тип применяемого клея, вымеривается с помощью штангенциркуля.
Склеивания пластиковых труб выполняется по следующей технологии:
- Труба раскраивается на заготовки требуемых размеров. Для резки можно применять обычную пилу ножовку, резать нужно по предварительно сделанной разметке – срез должен быть идеально ровным, от этого непосредственно зависит качество клеевого соединения.
- С торцевой части трубы удаляются заусеницы с помощью наждачной бумаги либо напильника.
- Выполняется предварительная стыковка – труба вставляется в переходник и делается пометка расстояния, на которое нужно наносить клей.
- Труба и внутренние части фитинга обезжириваются посредством растворителя или медицинского спирта.
- На поверхность трубы в осевом направлении наносится равномерный по толщине слой клея, после чего она вставляется в фитинг (вращение элементов не допускается) и фиксируется в неподвижном положении на протяжении 5 минут.
- Избыток клея, выдавленный из зазора, удаляется ветошью.
Клеевое соединение должно полностью отвердеть, прежде чем водопровод будет запускаться в эксплуатацию. Необходимо выдержать срок, указанный производителем клея в технической инструкции. Данная методика применима для соединения всех видов полимерных труб, однако технология стыковки между собой пластиковых изделий с металлическими отличается. Разберемся, как соединить пластиковую трубу с чугунной при ремонте канализационного стояка.
Склеивание пластиковых труб
Для стыковки полимерных и чугунных труб применяются специальные пластиковые переходники, укомплектованные резиновыми уплотнительными кольцами.
Перед монтажом переходника необходимо очистить внутренние стенки раструба чугунной трубы от рыхлой ржавчины и грязи (используется щетка по металлу), после чего раструб покрывается силиконовым герметиком, которым должна пропитаться оставшаяся ржавчина. Далее наружная поверхность резинового переходника также обрабатывается герметиком и части стыкуются между собой.
Соединение пластиковых труб с металлическими в водопроводных и отопительных коммуникаций удобнее всего выполнять с помощью резьбовых фитингов. Технология реализации работ следующая:
- металлическая труба обрезается болгаркой в нужном месте, срез очищается от заусениц;
- на торцевую часть наносится тонкий слой солидола и с помощью резьбореза на трубе делается резьба под фитинг;
- резьба очищается от стружки, накручивается фитинг;
- зазор фитинга с внутренней стороны трубопровода изолируется фум-лентой либо паклей и обрабатывается герметиком;
- к пластиковой муфте фитинга присоединяется полимерная труба с помощью пайки.
Источник: https://trubypro.ru/soedinenie/soedinenie-pvh-trub.html
Как подобрать правильный клей для труб ПВХ + технология склеивания труб
Соединение полипропиленовых труб, используемых при монтаже систем водоснабжения (ХВС и ГВС), отопления и канализации, осуществляется несколькими способами. Чаще всего такие трубы сваривают с помощью специального аппарата, работающего от электросети, и насадок, подбирающихся в зависимости от диаметра спаиваемых изделий. Сварочное оборудование, идущее в комплекте с насадками и ножницами-труборезами, можно приобрести для личного пользования или взять в аренду.
Однако можно воспользоваться и другим, менее распространенным, способом, заключающимся в склеивании труб. Этот вариант специалисты называют «холодной» сваркой. Чтобы обеспечить надежное соединение отдельных элементов трубопровода, необходимо выбрать подходящий для этих целей клей для труб ПВХ. Прочность соединения, полученного клеевым способом, сравнима со сваркой. Все же использовать метод склеивания лучше лишь при монтаже ХВС (систем холодного водоснабжения).
Состав и принцип действия клеевых материалов
Любой клей для полипропиленовых труб имеет в основе поливинилхлорид, который растворяется в тетрагидрофуране, метилэтилкетоне и циклогексаноне.
Помимо этого в двухкомпонентные клеевые материалы добавляют различные присадки, повышающие эффективность адгезии, а также позволяющие контролировать время схватывания и вязкость смеси. В процессе отвердения клея происходит испарение растворителей и переплетение цепочек полимерных молекул ПВХ, находящихся в склеиваемых деталях. Таким образом, удается получить соединение, имеющее такие же характеристики, что и цельная ПВХ-труба.
Важно! Для проведения монтажных работ желательно приобретать известные и проверенные на практике марки клея, такие как Тангит (Tangit, Германия), Гриффон (Griffon, Голландия) или Гебсопласт (Gebsoplast, Франция). При соблюдении инструкций, прилагаемых к данным клеевым материалам, качество результата гарантируется.
На что обращать внимание при покупке клея для ПВХ?
При покупке клея необходимо учитывать информацию о его предназначении, которая указывается производителем на упаковке. Также следует внимательно ознакомиться со свойствами материала, среди которых находится и время схватывания клея.
При комнатной температуре данный параметр составляет обычно четыре минуты. При увеличении температуры до 40°C время схватывания сокращается до одной минуты. Помимо этого производители отражают на упаковке продукта цвет, плотность, точку вспышки, вязкость материала.
Важна информация и о способе применения клея, а также об условиях хранения оставшегося вещества.
Как подготовить и склеить элементы пластикового трубопровода?
Независимо от того, склеиваете вы отдельные детали из ПВХ или спаиваете, необходимо провести их подготовку. Выполнение работ организуется в сухих помещениях при температуре воздуха от +5°С до максимум +35°С. Для нанесения клея потребуется кисть, изготовленная из натуральной щетины. Обычно кисть идет в комплекте с клеем.
- Нарезка отрезков труб нужной длины проводится с помощью ножниц-труборезов, позволяющих получить ровный срез без заусениц. Если такого инструмента в наличии не имеется, то данная операция выполняется любой пилой с мелкими зубьями. После этого обязательно зачищают края среза наждачной бумагой, чтобы удалить задиры и заусенцы, препятствующие получению герметичного соединения.
Далее всухую собирают всю конструкцию без нанесения клеящего вещества, чтобы провести примерку и отметить маркером все места склеивания и глубину захода труб в фитинги. После этого собранный трубопровод разбирается для проведения дальнейшей подготовки деталей к склеиванию.
После обезжиривания поверхности склеиваемых деталей наносят кисточкой тонкий слой клея
- Перед тем как наносить клей для пластиковых труб на помеченные участки, проводят обезжиривание и очистку их поверхности с помощью очистителей, выпущенных тем же производителем.
- Перед применением клей тщательно перемешивают.
- Затем наносят ровный и тонкий слой клея кисточкой на раструбы соединительных фитингов, а затем на трубу в продольном направлении.
- Вставляют пластиковую трубу в отверстие фитинга до упора, ориентируясь по меткам, сделанным маркером во время примерки, при этом не вращают детали и не покачивают.
Несколько секунд (15 и более) стараются жестко удерживать склеиваемые детали, чтобы клеящее вещество начало подсыхать.
Во время склеивания деталей пластикового трубопровода нельзя допускать вращения или смещения элементов
- Избыток клея, выступивший по краям соединения, убирают бумажной салфеткой.
- Не следует перемещать только что склеенные трубы в течение 5-15 минут.
- Проводить заполнение трубопровода водой и испытывать его на прочность под давлением следует спустя 24 часа после завершения склейки его составляющих элементов.
Важно! Помните, что клей может легко воспламениться, поэтому его хранят подальше от открытого огня. При работе с клеем запрещено курить. Кожу рук необходимо защитить от попадания клеящего вещества с помощью перчаток.
Шаги выполнения склеивания в графическом исполнении
Причины появления дефектов при склеивании ПВХ-труб
Неравномерность нанесения клея, а также наличие больших неровностей на поверхности склеиваемых участков, может привести к частичному непроклею. Сплошной непроклей возникает в том случае, если пересушены слои клея. Помните, что на проведение соединения у вас есть всего пара минут.
Возникновение мягкой клеевой прослойки объясняется низкой температурой окружающей среды или же недостаточным временем, отведенным на отвердение клеящего вещества. При этом не происходит полного удаления растворителя из состава клея, входящего в его рецептуру.
Пористость клеевой прослойки образуется в случае наличия в слое клея воздушных включений, образующихся в результате плохого перемешивания компонентов или при нанесении. Перекос соединения обусловлен недостаточной фиксацией склеиваемых деталей, а также допущением их смещения во время отвердевания клеящего материала. При наличии загрязнений на склеиваемых участках и не использовании специального очистителя не удается смочить клеем данные поверхности.
Надеемся, что данный материал помог вам понять, как правильно выбрать специальный клей для пластиковых изделий. Также Вы узнали, как склеить пластиковые трубы и не допустить образования дефектов, снижающих прочность соединения трубопровода.
Источник: https://aqua-rmnt.com/uchebnik/truby/klej-dlya-trub-pvx.html
Технология склеивания труб ПВХ — Все об утеплении и энергоэффективности

ПВХ трубы вот уже несколько десятков лет занимают лидирующие позиции среди прочей продукции для проектов коммуникаций. И потому в этой статье мы расскажем про монтирование магистралей из таких коллекторов клеевым способом.
Прежде, чем клеить ПВХ трубы, следует приобрети специальный клеящий состав. Если правильно выбрать клей для поливинилхлорида, полученное с его помощью соединение по надежности не уступит сварке. Обычно используют такой метод монтажа при обустройстве магистралей подачи холодной воды.
Инструкция по монтажу труб и фитингов ПВХ/ХПВХ
Холодная сварка с использованием клеящего вещества, или просто клеевое соединение, представляет собой специальное продольное соединение, которое используется для соединения труб и фитингов из ПВХ или ХПВХ.
Клеевое соединение выполняется с помощью соответствующих клеящих веществ/адгезивов, полученных в результате разложения полимеров ПВХ или ХПВХ в смеси растворителей, которые размягчают стенки труб и фитингов перед последующим соединением. Химическая сварка позволяет получить неразъемные соединения с химической и механической прочностью, сопоставимой с аналогичными характеристиками используемых труб и арматуры. Клеящие вещества и адгезивы должны подбираться с учетом типа термопластиковых компаундов, подвергаемых сварке, так как свойства растворителей и добавок могут изменяться.
Ни в коем случае не применяйте одно и то же клеящее вещество для соединения элементов из ПВХ и ХПВХ.
Для соединения труб ХПВХ компания FIP разработала специальные клеящие вещества TemperGLUE и TemperGLUE 724. Клеи изготовлены с применением компаунда ХПВХ марки CORZAN, который используется при производстве труб, фитингов и арматуры. Применение для монтажа ХПВХ трубопроводов TemperGLUE и TemperGLUE 724 гарантирует прочное и надежное соединение.
Для соединения труб ПВХ применяется клей Тангит производства компании Henkel.
Инструкции по клеевому соединению труб
Перед выполнением клеевого соединения убедитесь в пригодности и надлежащем состоянии используемых приспособлений и соединяемых частей. Проверьте однородность, текучесть и срок годности клеящего вещества.
- Отрежьте трубу перпендикулярно оси. Чтобы получить качественное сечение, рекомендуется использовать специальные труборезы с роликами, предназначенные для резки труб из термопластов.
- Снимите фаску под углом 15°. Данная операция должна быть выполнена в обязательном порядке, так как в результате ненадлежащей обработки торцов может произойти соскабливание клея с поверхности фитинга, а также нарушение соединения. При осуществлении данной операции следует использовать соответствующие фасочные резцы.
- Измерьте глубину фитинга и нанесите на край трубы соответствующую отметку.
Внешний диаметр
de (мм)Глубина клеевого соединения
L (мм)Шириа фаски
Sm (мм)16 14 1,5 20 16 1,5 25 18,5 3 32 22 3 40 26 3 50 31 3 63 37,5 5 75 43,5 5 90 51 5 110 61 5 160 86 5 225 118,5 5&pide;6 Таблица 1: Глубина вставки, клеевого соединения и ширина фаски
- Используя чистую бумажную салфетку или кусок ткани, пропитанной очищающим средствомPrimer, удалите остатки грязи и/или смазки с наружной поверхности трубы по всей длине клеевого соединения, а также с внутренней поверхности фитинга.
Просушите поверхности в течение нескольких минут, а затем нанесите клей. Следует помнить, что очистители, кроме промывки и очистки, также размягчают и подготавливают соединяемые поверхности к нанесению клеящего вещества, что позволяет получить оптимальное соединение.
- Нанесите клеящее вещество ровным слоем на продольные поверхности обоих соединяемых компонентов (наружную поверхность трубы и внутреннюю поверхность фитинга) с помощью аппликатора или грубой кисти соответствующих размеров (таблица 2).
Наружный диаметр трубы
de (мм)Тип и размеры кисти или аппликатора 16-25 Круглой формы (8-10 мм) 32-63 Круглой формы (20-25 мм) 75-160 Прямоугольной/круглой формы (45-50 мм) > 160 Прямоугольной/цилиндрической формы (45-50 мм) Таблица 2: Характеристики и размеры кистей и аппликаторов
https://www.youtube.com/watch?v=ooY-UcQuIbU
Рекомендуется использовать аппликатор/кисть, размеры которого/которой составляют не менее половины диаметра трубы.
Клей должен быть нанесен на всю длину склеиваемых поверхностей трубы и фитинга:
— на всю глубину фитинга;
— на всю длину склеивания трубы, заранее отмеченную на наружной поверхности.
- Быстро вставьте трубу в фитинг на всю глубину соединения, не вращая ее. Только после этого можно слегка повернуть оба края (не более ¼ оборота трубы и фитинга). При повороте компонентов нанесенный клей распределяется еще более равномерно.
- Вставка трубы в фитинг должна осуществляться быстро (рекомендуется выполнить все необходимые действия в течение 20-25 секунд).
С учетом наружного диаметра труб и различных производственных трудностей, вставка трубы в фитинг должна выполняться:
— вручную одним человеком, если наружный диаметр составляет не более 90 мм;
— вручную двумя людьми, если наружный диаметр составляет от 90 до 160 мм;
— с помощью соответствующего соединителя для труб, если наружный диаметр составляет более 160 мм.
- Сразу после вставки трубы в фитинг (до самого конца) прижмите оба компонента на несколько секунд, а затем немедленно удалите остатки клея с наружной поверхности, используя кусок крепированной бумаги или чистой ткани, а также с внутренних поверхностей, если это возможно.
- Просушка клея
Оставьте соединенные компоненты на некоторое время, чтобы клей высох естественным образом; при этом обеспечьте отсутствие слишком сильного воздействия на данные элементы. Время высыхания зависит от давления, которому подвергается соединение. В частности, в зависимости от температуры окружающей среды минимальные значения времени составляют:
- перед воздействием на соединение: — от 5 до 10 минут при температуре окружающей среды 10°С и выше — от 15 до 20 минут при температуре окружающей среды менее 10°С
- в отношении ремонтных соединений, которые не подвергаются гидравлическому испытанию, в отношении всех размеров и значений давления:
— 1 час при любом давлении
- в отношении соединений, которые подвергаются гидравлическому испытанию для труб и фитингов любого диаметра до PN 16:
— не менее 24 часов.
Указанное время, необходимое для надлежащего высыхания клея, рассчитано для температуры окружающей среды, составляющей около 25°С, а также определеных климатических условий (влажности, температуры и т.д.).
Для получения более подробной информации рекомендуем связываться с нашим отделом технического обслуживания и/или компаниями-производителями соответствующего клеящего вещества.
Примечания, рекомендации и общие меры предосторожности при склейке труб
- В том случае, если значения внутреннего диаметра трубы и наружного диаметра фитинга являются предельными, сухая труба не может быть вставлена в фитинг.
Выполнение данной операции возможно только после одновременной обработки поверхностей соединяемых компонентов чистящим веществом и нанесения на них клея.
- Если не указано иное, значения допусков должны быть следующими:
— натяг – не более 0,2 мм
— допуск на зазор – не более 0,3 мм.
- Рекомендуется соблюдать следующие меры предосторожности:
— Используйте перчатки и предохранительные очки для обеспечения защиты рук и глаз.
— При использовании клея и обработке поверхностей чистящими средствами обеспечьте надлежащее проветривание рабочего помещения, чтобы избежать насыщения воздуха испарениями растворителей, которые могут вызвать раздражение дыхательных путей и глаз.
- Учитывая летучесть растворителей, присутствующих в клее и чистящем средстве, следует закрывать емкости с данными веществами сразу после их использования.
- Растворители, находящиеся в газообразном состоянии, образуют легковоспламеняющиеся смеси. В связи с этим рекомендуется исключить присутствие в месте выполнения работы источников, способных вызвать воспламенение, включая: сварку, скопление электростатических зарядов, а также курение. Необходимо обеспечить обязательное выполнение мер предосторожности, приведенных на упаковках и предписанных производителями клеящих веществ.
- Клеевое соединение следует выполнять при температуре окружающей среды от 5 до 40°С, чтобы обеспечить надлежащие характеристики клея и чистящего средства.
- Количество клея, необходимого для выполнения соединения, зависит от ряда факторов (внешних условий, размеров труб, вязкости клея, опыта обслуживающего персонала и т.д.). В таблице 3 приведены приблизительные значения количества клеящего вещества, которое обычно требуется для соединения труб и фитингов различного диаметра.
| Диаметр трубы/фитинга d (мм) |
Количество соединений на 1 кг клея |
| 16 | 550 |
| 20 | 500 |
| 25 | 450 |
| 32 | 400 |
| 40 | 300 |
| 50 | 200 |
| 63 | 140 |
| 75 | 90 |
| 90 | 60 |
| 110 | 40 |
| 160 | 15 |
| 225 | 6 |
Таблица 3: Трубы и фитинги из ПВХ/ ХПВХ. Расчетный расход клеящего вещества
- После выполнения всех соединений и перед началом эксплуатации полученных компонентов следует убедиться, что внутри труб отсутствуют остатки/пары растворителя. Это позволит избежать возможного загрязнения транспортируемых жидкостей.
- В таблице 4 приведены виды наиболее распространенных дефектов, которые не позволяют обеспечить надлежащее клеевое соединение.
| Причина | Непосредственный эффект | Следствие |
| Слишком жидкий клей (чрезмерное количество разбавителя) | Ненадлежащее склеивание | Проскальзывание или наличие протечки в месте соединения трубы и фитинга |
| Чрезмерное количество клея | Наружное и внутреннее склеивание за участком соединения | Ослабление поверхностей за участком соединения и образование пузырей с микротрещинами/источниками трещин на основном материале |
| Клей слишком густой из-за испарения растворителя | Ненадлежащее склеивание
Неравномерное высыхание |
Проскальзывание или наличие протечки в месте соединения трубы и фитинга
Возможное появление поверхностных трещин с источниками трещин на основном материале |
| Недостаточное или ненадлежащее распределение клея | Ненадлежащее или слабое соединение в определенных местах | Проскальзывание или наличие протечки в месте соединения трубы и фитинга |
| Ненадлежащая вставка трубы (неполная, чрезмерная, со смещением оси) | Ненадлежащее соединение | Передача механической нагрузки от трубы к фитингу и/или наличие протечки в месте соединения |
| Грязные и/или влажные поверхности соединяемых компонентов | Ненадлежащее соединение | Проскальзывание или наличие протечки в месте соединения трубы и фитинга |
Источник: https://www.afinara.ru/info/installation_instructions/25/