
Содержание
- 1 Технология ручной аргонодуговой сварки неплавящимся электродом — Все об утеплении и энергоэффективности
- 2 Ручная аргонодуговая сварка неплавящимся электродом
- 3 Аргонодуговая сварка WIG/TIG
- 4 Аргонодуговая сварка неплавящимся электродом
- 4.1 Что такое аргонодуговая сварка
- 4.2 Разновидность сварочных технологий
- 4.3 Оборудование аргонодуговой сварки неплавящимся электродом
- 4.4 Прутки
- 4.5 Проволока
- 4.6 Газ
- 4.7 Шланги, фитинги
- 4.8 Особенности сварки вольфрамовым электродом
- 4.9 Режимы аргонодуговой сварки
- 4.10 Как правильно варить аргонодуговой сваркой
- 4.11 Полезные советы
- 4.12 Заключение
- 5 Аргонодуговая сварка. Сущность и технология сварки в среде аргона
- 5.1 Марки аргона, ипользуемые при сварке
- 5.2 Схема поста механизированной сварки в среде аргона плавящимся электродом
- 5.3 Схема ручной аргонодуговой сварки
- 5.4 Схема ручной сварки постоянным током
- 5.5 Схема ручной сварки переменным током
- 5.6 Преимущества и недостатки аргонодуговой сварки
- 5.7 Особенности сварки в среде аргона
- 5.8 Техника ручной аргонодуговой сварки
- 5.9 Область применения сварки с аргонной защитой
- 5.10 : аргонодуговая сварка
Технология ручной аргонодуговой сварки неплавящимся электродом — Все об утеплении и энергоэффективности

Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона.
Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления.
Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Если ранее эта технология была доступны лишь профессионалам, то сегодня с появлением относительно простых и универсальных в использовании сварочных аппаратов, выполнять такую работу может каждый.
В зависимости от характеристик соединяемых металлов и оборудования используются два типа электродов: неплавящиеся и плавящиеся.
Из неплавящихся наибольшее распространение получила технология с применением вольфрамовой проволоки, что позволяет получать прочные соединения двух разнородных металлов.
А вот плавящиеся электроды могут использоваться при ручной и полуавтоматической сварке, когда соединяются одинаковые или близкие по характеристикам тугоплавкости металлы.
Принцип работы сварочного оборудования
Сварочное оборудование состоит из следующих элементов:
- самого сварочного аппарата, у которого напряжение холостого хода составляет не менее 60 вольт;
- осциллятора, который повышает сетевое напряжение до уровня в 6 000 вольт;
- силового контрактора, отвечающего за подачу напряжения от сварочного аппарата на горелку;
- керамической горелки;
- устройства для обдува сварочной зоны;
- баллона с аргоном или другим инертным газом;
- присадочной проволоки и неплавящихся электродов.
Ручная аргонодуговая сварка не представляет особой сложности. Выполняется очистка и подготовка соединяемых металлов, осуществляется настройка и выбор режима работы.
Далее сварщик зажигает горелку, после чего начинается подача газа к непосредственному участку сварки. Газовой горелкой расплавляют соединяемые элементы и аккуратно падают в зону соединения электрод или же сварочную проволоку.
Единственный нюанс состоит в том, что отключать подачу защитного газа следует приблизительно через 10−15 секунд после выключения горелки.
Приведенная ниже классификация режимов аргонодуговой сварки позволит правильно подобрать электроды и оборудование.
- Автоматическая, с использованием неплавящихся электродов ААД.
- РАД сварка электродами с маркировкой для ручной работы.
- Дугово-аргоновая автоматическая, с применением плавящихся электродов ААДП.
Как правильно выбрать режим
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ.
Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока.
В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:
- Аргон обеспечивает качественную защиту шва от окисления.
- Вся работа выполняется при относительно невысокой температуре, поэтому свариваемые изделия сохраняют свою форму и размеры.
- Тепловая мощность дуги находится на высоком уровне, что позволяет существенно сократить время работы.
- Сама процедура несложная, поэтому обучиться ей может каждый.
- Есть возможность соединения различных по своим характеристикам металлов.
Из недостатков выделим следующие:
- Такую работу рекомендуется выполнять в закрытых помещениях.
- Могут появиться определённые сложности с правильной настройкой оборудования.
Источник: https://tokar.guru/svarka/argonodugovaya-svarka-neplavyaschimisya-elektrodami.html
Ручная аргонодуговая сварка неплавящимся электродом
Сварка в среде защитных газов всегда считалась самой качественной. Здесь несколько технологий, из которых выделяется ручная аргонодуговая сварка неплавящимся электродом.
Во-первых, она ручная, что дает возможность использовать ее в непромышленных условиях. Во-вторых, простота процесса дает возможность пользоваться ею неспециалистам.
При этом аргон выступает в качестве защиты от химических элементов в воздухе, которые негативно влияют на сварочный шов, тем самым снижая качество стыка соединяемых заготовок.
Неплавящиеся электроды для дуговой сварки
Этот элемент сварки в среде аргона имеет два вида: угольные и вольфрамовые. Первый используется редко, им обычно варят неответственные конструкции. Второй используется сегодня повсеместно и часто.
Ведь вольфрам является тугоплавким металлом с очень низкой теплопроводностью и испаряемостью.
Он очень активно взаимодействует с кислородом, поэтому при сварке вольфрамовый стержень надо защищать, для чего и используется защитная газовая смесь.
Диаметр используемых неплавящихся электродов – 0,5-10 мм. При этом состав стержня может быть из чистого вольфрама или с примесями лантана, тория или иттрия.
Сплавы обладают лучшими характеристиками, особенно это относится к эрозивной стойкости металла, плюс такие электроды хорошо держат токовую нагрузку.
Выбор диаметра стержня зависит от используемого сварочного тока и толщины свариваемых металлических заготовок.
Обычно процесс сварки неплавящимся электродом производится постоянным током прямой полярности. Именно такой режим позволяет максимально проплавить металл соединяемых деталей.
Кстати, в таком режиме почти 85% тепловой энергии уходит на проплавку заготовок, и всего лишь 7% на нагрев неплавящегося электрода. Остальные проценты – это лучевые потери на излучение электрической дуги. Сварка алюминия неплавящимся электродом производится при обратной полярности.
При таком режиме потери тепла составляют почти 50%, поэтому при сварке стальных заготовок данный режим неприемлем.
Сварку неплавящимся электродом можно проводить и переменным током. Для этого оборудование придется доукомплектовать стабилизатором, который будет стабилизировать электрическую дугу, и компенсатором тока.
Оборудование
В зависимости от того, какой объем сварочных работ будет производиться, и какие конструкции будут собираться, можно использовать оборудование двух типов: универсальное или специальное.
Чаще всего используется первый класс аппаратов, потому что второй предназначен для больших объемов и чаще всего механизированных.
Универсальные ручные и автоматизированные сварочные агрегаты просты в использовании и обслуживании, поэтому их применяют и в небольших цехах, и в больших производствах.
Аппарат для дуговой сварки неплавящимся электродом в защитных газах состоит из:
- источника постоянного или переменного тока (есть аппараты, которые вырабатывают и тот, и другой ток);
- горелки разных размеров, предназначенных для разных величин токов;
- осциллятор для поджига первичной дуги;
- приспособления для газовой подачи аргона;
- средства управления сварочным процессом.
Чтобы свариваемые заготовки эффективно плавились под действием неплавящегося электрода и аргона, необходимо точно соблюдать некоторые особенности аргонодуговой сварки. Именно так можно добиться максимального качества конечного результата.
- Неплавящийся вольфрамовый стержень должен как можно глубже проникать в зазор между заготовками. Сварочная дуга должна быть максимально короткой. Таким способом можно глубже проводить плавку, что отразиться на размерах сварного шва. Он будет меньше, а качество выше.
- Движение электрода должно производиться строго по центру зазора, и посередине. Отклонения снижают качество шва и его внешний вид.
- Присадочная проволока не должна выходить за пределы сварного участка, и всегда находиться в зоне аргона. Именно таким образом достигается защита ванны от негативного воздействия кислорода и азота, находящихся в воздухе. Их воздействие приведет к повышению хрупкости сварного шва. Те же самые требования и к неплавкому электроду.
- Нельзя резко подавать присадку в сварную зону. Это приведет к большому разбрызгиванию металла и к его перерасходу.
- Подача проволоки при ручной сварке должна производиться под углом. Никаких поперечных отклонений.
- Нельзя при окончании сварки обрывать шов отводом электрода из зоны сваривания. Нужно просто погасить дугу с помощью реостата.
- Подавать защитный газ и выключать его после окончания сварки можно только через (за) 10 секунд. Таким способом защищается еще неостывший плавящийся металл, который при соприкосновении с воздухом тут же покроется оксидной пленкой.
- Обязательно перед началом сварочных работ производится подготовка соединяемых металлических заготовок. Это касается и стали, и алюминия, и других металлов. Нужно стыкуемые плоскости очистить от грязи, ржавчины и других материалов, используя железную щетку или болгарку с металлической щетковидной насадкой. Зачищать надо до металлического блеска. Если есть необходимость (жирные и масляные пятна), то соединяемые поверхности придется обезжирить растворителем или спиртом.
- Обязательно сопоставляются режимы сварки с толщиною стыкуемых заготовок, учитывая диаметр неплавящегося электрода.
Плюсы и минусы аргонодуговой сварки
Что касается преимуществ сварки неплавящимся электродом в защитных газах, то данная технология – оптимальный вариант, если соединяются между собой тонкие детали, а также заготовки из цветных металлов (алюминия, меди и так далее). Прекрасно показала себя сварка и при стыковке легированных материалов.
Сюда же можно добавить и практически ювелирно получаемый сварной шов, если правильно углубить в ванну неплавкий электрод и присадку. Очень тонкие заготовки можно варить и без присадочной проволоки. Все чаще аргонодуговую сварку используют для соединения труб, которая носит название орбитальная.
Если говорить о недостатках именно ручной аргонной сварки, то это низкая ее производительность. Есть возможность механизировать процесс, тем самым увеличить скорость сваривания. Но в таком режиме будет практически невозможно соединять разнориентированные и короткие стыки.
Источник: https://myecoteplo.com/tehnologiya-ruchnoy-argonodugovoy-svarki-neplavyaschimsya-elektrodom/
Ручная аргонодуговая сварка неплавящимся электродом
Сварка в среде защитных газов всегда считалась самой качественной. Здесь несколько технологий, из которых выделяется ручная аргонодуговая сварка неплавящимся электродом. Во-первых, она ручная, что дает возможность использовать ее в непромышленных условиях. Во-вторых, простота процесса дает возможность пользоваться ею неспециалистам.
Ведь в основе ее технологии лежит процесс нагрева металла электродом, расплавления его и подачи в сварочную ванну присадочного материала, которым ванна и заполняется. При этом аргон выступает в качестве защиты от химических элементов в воздухе, которые негативно влияют на сварочный шов, тем самым снижая качество стыка соединяемых заготовок.
Аргонодуговая сварка WIG/TIG
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
- РАД – ручная аргонодуговая сварка неплавящимся электродом,
- ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
- ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
- TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
- GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров.
Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям.
Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
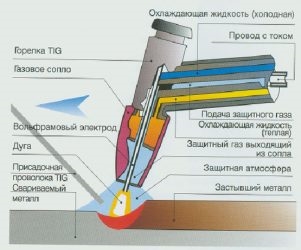
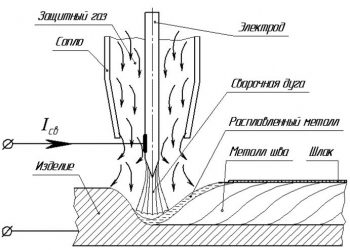
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам.
Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу).
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки.
Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия.
Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Источник: https://www.rudetrans.ru/o-svarke/argonodugovaya-svarka-wig-tig/
Аргонодуговая сварка неплавящимся электродом
Сварка аргоном – технология, пользующаяся большой популярностью на данный момент. Это обусловлено ее доступностью, а также возможностью работы с высоко и низколегированными сталями и цветными металлами. Если существует необходимость сварить ответственную конструкцию или труднообрабатываемые металлы, вроде алюминия или титана, то вам не обойтись без аргоновой сварки.
Преимущества аргонно-дуговой сварки:
- Качественный шов;
- Долговечность соединений;
- Доступность;
- Разумная стоимость работ;
- Эстетичный вид шва.
Что такое аргонодуговая сварка
Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона). Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.
Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной. При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции. Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
Сварка аргоном проводится двумя видами электродов: плавящимися и неплавящимися.
- Плавящиеся электроды вызывают розжиг дуги и одновременно являются припоем. Существует обширная классификация такой проволоки, разделяющейся по размеру, а также составу.
- Неплавящиеся электроды выполнены из самого тугоплавкого металла – вольфрама. При работе аппарата электрод провоцирует розжиг дуги, температура которой – 2000 градусов, а сам вольфрам начинает плавиться при 3600 и более градусов. Такой пруток нужен исключительно для розжига дуги и ее поддержания, присадочный металл подается вручную. Разделяют неплавящиеся электроды по толщине, длине и составу сплава, подходящего под тот или иной металл и способ сварки.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.
Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях. Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
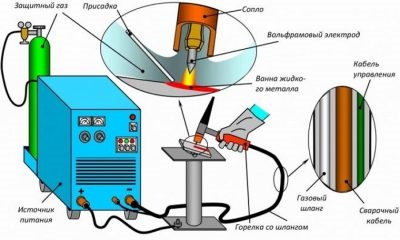
Оборудование аргонодуговой сварки неплавящимся электродом
Оборудование для аргонно-дуговой сварки
Ручная аргонодуговая сварка неплавящимся электродом предполагает наличие специального оборудования, состоящего из источника питания, газовой установки, при необходимости – механизма подачи проволоки и ряда других систем.
Рекомендуем! Сварка нержавеющей стали и черного металла электродом
У каждой системы есть свое предназначение и свои особенности, так для проведения качественных работ вам понадобятся:
- источник напряжения сварки аргонно дуговой – разделяют трансформаторы и инверторы. Последние более удобны в использовании и универсальны, являются источником постоянного и переменного тока. Инвертор может использоваться практически в любых условиях квартиры, загородного дома или гаража. Работают инверторы от трехфазной сети и обычных 220В. Лучше всего чтобы аргонная сварка была универсальная и нечувствительная к перепадам напряжения.
- горелка – основной рабочий элемент, конструкция которого может различаться, в зависимости от выбранной техника сварки. Существуют горелки для плавящихся электродов и вольфрамовых прутков. Использование аргонной сварки с подачей проволоки подразумевает наличие специальной горелки.
- сопло – наконечник горелки, регулирующий точность подачи защитного газа и ряд других параметров. Так, как этот элемент работает в непосредственной близости от сварочной ванны, то подвергается высоким температурам. Оптимальным материалом для сопла считается – керамика.
- осциллятор – система розжига дуг без контакта со свариваемой поверхностью.
- газовый баллон с редуктором. Объем емкости для газа напрямую влияет на частоту заправки и соответственно отрыв от работы. Редуктор – регулирует расход аргона при сварке.
- дополнительные аксессуары. Сюда входят основные средства индивидуальной защиты, без которых не обойтись при работе с аргонно дуговой сваркой tig. Также, к аксессуарам стоит отнести – сварочный столик. Этот элемент во многом облегчает работу сварщика. Ведь позволяет жестко фиксировать свариваемые детали, оборудован системой отвода газов, хорошим освещением. Правильный сварочный стол защитит мастерскую от возгораний, вызванных разбрызгиванием искр.
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения металлом.
Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
- нержавейки, используется для нержавеющей стали и создания швов, с высокой сопротивляемостью коррозии;
- алюминия и алюминиевых сплавов, надежный шов выдерживающий высокие температуры, не теряя герметичности шва;
- меди и медных сплавов, такой шов имеет высокие показатели электропроводимости, гибкости. Прутки из меди используются для
- сваривания ряда цветных металлов;
- никеля, для сваривания чугунных изделий и создания швов стойких к окислению.
Проволока
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Газ
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Рекомендуем! Методы контроля сварных швов и соединений
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Особенности сварки вольфрамовым электродом
Аргоновая сварка неплавящимся и плавящимся электродом еще недавно подразумевала определенное образование сварщика. Без знаний, полученных в учебных заведениях или специальных курсах самостоятельно выполнить сварочные работы было очень сложно. Но, с развитием технологий и внедрением полезных для пользователей систем, аргонодуговые сварки технологии стали доступными для масс. Учитывая распространенность данного оборудования, его вполне можно зачислить к остальной бытовой технике, которая есть почти в каждом гараже. Но если сварка в среде аргона такая простая, то как варить аргоном?
Отличается этот способ сварки от привычных для большинства инверторов с электродами, в использовании газа, принцип, как и у защитного покрытия, но это только на первый взгляд. В действительности способ сварки имеет ряд особенностей и нюансов, не сложных, но необходимых:
- Если мы работаем электродом из вольфрама, то он располагается как можно ближе к металлу, но не касается стали. Для розжига дуги используют осциллятор или специальные материалы.
- Расстояние между электродом и металлом должно быть постоянным. В противном случае дуга может начать прыгать, снижается провар или начинается прожиг металла. Также изменяется область действия защитного газа, что может привести к окислению шва.
Очень важный момент – это направление движения. В отличие от работы с электродами, колебаний совершать не нужно. Горелка ведется плавно вдоль шва.
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона. Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками.
Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов.
Особенно это касается начинающих сварщиков. Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Рекомендуем! Возможные причины залипания сварочных электродов
Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Как правильно варить аргонодуговой сваркой
Успешное примененная технология аргонодуговой сварки заключается в трех вещах:
- Первая – правильные настройки всей системы. В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.
- Второй пункт успеха – твердая рука сварщика. Даже если мы настроили все правильно, но при этом не выдержали расстояние от электрода до заготовки или неправильно подавали пруток, то рассчитывать на качественный шов не придется.
- Третий столп успеха – рабочее место. Здесь мы сможем удобно расположится самостоятельно, крепко зафиксировать заготовку, расположить вблизи все необходимые расходные материалы, обеспечить хорошую вентиляцию, при этом избегая сквозняков. Сквозняки или сильные порывы ветра – единственная вещь, кроме самого сварщика, которая может ухудшить качество работ.
Сварка аргоном по технологии выглядит следующим образом:
- Подбираем материал для припоя;
- Устанавливаем подходящий электрод и сопло;
- Настраиваем аппарат, согласно значениям таблицы;
- Регулировка скорости подачи газа на редукторе;
- Выставляем задержку подачи газа;
- Нажимаем на курок, при этом подается газ, но дуга не зажигается
- Зажигается дуга, подносим припой и ведем к горелке строго вдоль шва;
- Отключаем курок и держим горелку, пока не прекратится подача газа.
Полезные советы
- Если подавать газ с другой стороны шва, это увеличит его расход, но и повысит качество работы
- Осциллятор облегчает розжиг дуги, а реостат поможет вам закончить шов.
- Для снижения стоимости шва стоит использовать смесь аргона с другими газами.
- Успех работы с горелкой для сварки аргоном по технологии описанной выше, заключается в постоянной практике.
Заключение
Сварка ручная аргонодуговая становится все более доступной и дешевой. Сегодня, за стоимость дорогих инверторов для работы с электродами, можно купить стартовый набор ТИГ сварка или МИГ.
Но учтите, что купленная ручная аргонодуговая сварка это только часть расходов, ведь для работ необходимо постоянно докупать недешевые прутки и газ, поэтому для нечастого использования покупка может потерять свой смысл.
Ценность сварки аргоном и технологии заключается в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и красивое внешне.
Источник: https://svarkagid.ru/tehnologii/dugovaya-svarka-v-srede-argona.html
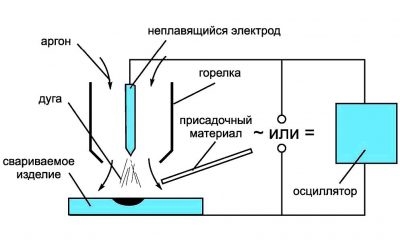
Аргонодуговая сварка. Сущность и технология сварки в среде аргона
Аргон является одним из основных газов, применяемых при сварке металлов для защиты зоны сварки от вредного воздействия окружающей среды. Сварка в среде аргона в технической литературе получила название аргонодуговая сварка. В разговорном языке также встречаются такие термины как: сварка в аргоне, сварка аргоном, аргоновая сварка, аргонная сварка и др.
Сварка в среде аргона может осуществляться как плавящимся, так и неплавящимся электродом. В качестве неплавящегося электрода используется вольфрамовый, угольный или графитовый электрод. Сущность процесса сварки в среде аргона показана на рисунке.
1 — электрод; 2 — присадочный пруток; 3 — изделие; 4 — сварной шов; 5 — электрическая дуга; 6 — поток защитного газа; 7 — сварочная горелка; 8 — воздух.
Марки аргона, ипользуемые при сварке
По ГОСТ 10157 существуют три марки аргона, применяемые для сварки, см. таблицу:
|
Состав |
Марка аргона |
||
|
А |
Б |
В |
|
|
Аргона, % не менее |
99,99 |
99,96 |
99,90 |
|
Кислорода, % не менее |
0,003 |
0,005 |
0,005 |
|
Азота, % не менее |
0,01 |
0,04 |
0,1 |
|
Влаги при р=760мм рт. мт., не более |
0,03 |
0,03 |
0,03 |
Схема поста механизированной сварки в среде аргона плавящимся электродом
1 — балластный реостат; 2 — контактор; 3 — сварочная горелка; 4 — механизм для подачи электродной проволоки; 5 — ротаметр (прибор для контроля расхода газа); 6 — редуктор; 7 — баллон для газа; Г — сварочный генератор; А — амперметр; V — вольтметр; Ш — шунт.
Схема ручной аргонодуговой сварки
Ручная дуговая сварка в среде аргона может выполняться постоянным и переменным током. Схемы сварки постоянным и переменным током показаны на рисунках:
Схема ручной сварки постоянным током
1 — сварочная горелка; 2 — баллон с защитным газом (аргоном); 3 — реостат; 4 — генератор; 5 — сварной шов.
Схема ручной сварки переменным током
1 — баллон с защитным газом (аргоном); 2 — сварочная горелка; 3 — сварной шов; 4 — осциллятор; 5 — трансформатор с регулятором.
Преимущества и недостатки аргонодуговой сварки
В общем случае, рекомендовать применение какого-либо одного газа для сварки (аргона, гелия, азота или др.) нельзя. Применение того или иного газа зависит от технологии сварки конкретного металла или сплава, или исходя из технико-экономических показателей. Но в целом, аргонодуговая сварка обладает рядом преимуществ по сравнению со сваркой в среде других газов:
1. Аргон, так же как и гелий, относится к инертным газам, которые не взаимодействуют ни с какими металлами и другими газами и не растворяются в расплавленном металле.
2. Аргон тяжелее воздуха и поэтому надёжно защищает зону сварки, вытесняя из неё воздух. Дуга в среде аргона обладает высокой стабильностью.
3. Аргон — это достаточно распространённый газ, по сравнению с другими инертными газами, в частности, с гелием. Его содержание в воздухе составляет около 0,9%, в связи с этим аргон является самым дешёвым из инертных газов.
4. Ещё одно преимущество аргона (над гелием) в том, что расход аргона на 30-35% меньше расхода гелия (при прочих равных условиях) из-за того, что аргон в 10 раз тяжелее гелия.
Благодаря своим преимуществам, сварка в среде аргона получила достаточно большое распространение при сварке различных материалов. Но у аргонодуговой сварки есть и недостатки. Ручная сварка в среде аргона затруднена. При ручной аргонодуговой сварке не рекомендуется выполнять колебательные движения электродом из-за возможного нарушения защиты зоны сварки. В связи с этим производительность ручной сварки в среде аргона оказывается невелика. А сварку автоматическую не во всех случаях возможно применить.
Особенности сварки в среде аргона
Характерной особенностью аргонодуговой сварки неплавящимся вольфрамовым электродом при использовании переменного тока является возникновение в сварочной цепи составляющей постоянного тока, величина которого может достигать 50% от величины эффективного значения переменного тока сварочной цепи.
Выпрямление тока, т.е. появление составляющей постоянного тока, зависит от формы и размеров вольфрамового электрода, свариваемого материала и выбранных режимов сварки (силы тока, скорости сварки и длины сварочной дуги). Появление в сварочной цепи составляющей постоянного тока оказывает отрицательное влияние. Это влияние особенно сильно сказывается при сварке алюминия и сплавов на его основе.
При чрезмерной величине составляющей постоянного тока стабильность горения дуги снижается, качество поверхности наплавленного металла снижается. В сварном шве образуются дефекты (подрезы, чешуйчатость), снижается прочность и пластичность сварного шва.
Техника ручной аргонодуговой сварки
При ручной аргонодуговой сварке вольфрамовый электрод с одной стороны затачивают на конус. Длина заточки составляет два-три диаметра электрода.
Электрическая дуга зажигается на специальной угольной пластине. Не рекомендуется зажигать дугу на основном металле из-за возможности загрязнения и оплавления конца электрода.
Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой стабильностью.
Для защиты металла шва от окисления со стороны корня, с обратной стороны, рекомендуется обеспечивать поддувание защитных газов. При сварке трубопроводов защитный газ продувают внутри трубы.
Ручную дуговую сварку, как мы уже говорили выше по тексту, выполняют без резких, колебательных движений электрода из-за возможного нарушения газовой защиты. Сварочную горелку располагают под углом 75-80° к свариваемому изделию (см. рисунок слева). Присадочную проволоку располагают под углом 90° относительно оси мундштука горелки. Пи этом угол между сварным изделием и проволокой составляет 15-20°. Сварку выполняют «углом вперёд».
Область применения сварки с аргонной защитой
Сварку в среде аргона можно использовать для сваривания различных материалов. Её можно применять для сварки сталей (углеродистых и легированных), для сварки цветных металлов (меди, алюминия, титана, никеля и их сплавов), для сварки трубопроводов. Аргонодуговой сваркой можно выполнять все виды сварных соединений: стыковые, тавровые, нахлёсточные, угловые.
Сварка в аргоне может успешно применяться как при сварке мелких деталей, так и при сварке крупногабаритных изделий и в бытовых условиях и на производстве и при проведении строительно-монтажных работ.
В некоторых случаях, употребление смеси газов вместо технически чистого аргона повышает устойчивость горения сварочной дуги, уменьшает разбрызгивание металла, улучшает формирование сварного шва, увеличивает глубину проплавления, а также воздействует на перенос металла и увеличивает производительность сварки.
: аргонодуговая сварка
об аргонодуговой сварке от профессиональных сварщиков в двух частях. ролик переведён и озвучен объединением экспертов SVARMA.RU:
Дополнительные материалы по теме:
| Технология автоматической сварки в защитных газах |
Источник: https://taina-svarki.ru/sposoby-svarki/svarka-v-srede-zashchitnyh-gazov/argonodugovaya-svarka-tehnologiya-svarki-v-argone.php