
Содержание
- 1 Технология производства ДПК
- 2 Технология производства ДПК древесно полимерного композита — Все об утеплении и энергоэффективности
- 3 Сырье для производства ДПК (древесно-полимерного композита)
- 4 Производство изделий из ДПК как бизнес: перечень оборудования, описание технологии изготовления, нюансы организации дела
Технология производства ДПК
Материалы с древесным наполнителем в последние годы заняли значительную часть рынка США. В Европе этот продукт также получает все более широкое распространение. Жидкое дерево представляет собой древесно-полимерный композит на термопластичном связующем, пригодный для промышленной переработки. Это означают возможность создавать методом выдавливания из смеси измельченной древесины и пластика любые профили. При этом новый материал сочетает лучшие свойства дерева и пластмассы.
Технология производства погонажа из древесно-полимерного композита (ДПК)
Процесс производства строится по следующей схеме:
- измельчение древесины
- сушка измельченной древесины (при необходимости)
- дозирование компонентов
- смешивание компонентов
- прессование изделия
- торцовка по длине и деление по ширине (при необходимости)
Измельчение
Это довольно сложный процесс, конечным продуктом которого являются древесные частицы размером 0,7…1,5 мм. Деревоматериалы дробятся на ножевых и молотковых дробилках. Затем материал просеивается и фракционируется.
На этом этапе закладывается качество продукта, а также его назначение: более тонкие фракции используются для профилей без дополнительной отделки поверхности, средние – под отделку пленками, шпоном или окраску, а грубые – для технических профилей.
Следует учитывать, что качество исходного материала напрямую отражается на качестве конечного продукта. Исходным материалом могут быть:
- комбинированные гранулы со связующим и аддитивами
- топливные гранулы (пеллеты)
- отходы деревообработки
Только в первом случае можно пропустить этап измельчения, т.к. необходимые характеристики выдержаны в закупаемом сырье, и особое внимание следует уделить деревоотходам – эксклюзивный товар нельзя сделать из мусора.
Сушка
Требуется только при влажности сырья более 15%.
Дозирование и смешивание компонентов. Жидкое дерево — инновационный продукт, состоящий из трех основных компонентов:
- частиц измельченной древесины,
- синтетических или органических термопластичных полимеров или их смеси,
- комплекса специальных химических добавок (аддитивов).
Соотношение наполнителя и связующих может широко варьироваться, в зависимости от назначения продукта:
- 70%…80% — наполнитель — дерево
- 28%…0% — наполнитель — кукуруза (рис, соя, бамбук, сахарный тростник)
- 2%…20% — синтетические связующие – полиэтилен, полипропилен, ПВХ
Наиболее интересным для российского рынка представляется состав из 80% древесины и 20% полипропилена.
Для получения заданных свойств материала, в его состав вводят различные добавки-модификаторы: антиокислители, антимикробные средства, поверхностно-активные вещества, противоударные модификаторы, смазочные материалы, температурные стабилизаторы, огнезащитные средства, светостабилизаторы и вспенивающие агенты.
Наиболее интересно создание объемноокрашенных профилей, не теряющих свой внешний вид со временем, например, половых покрытий.
Отметим, что «жидкое дерево» пригодно к повторному использованию в тех же процессах. Материал не теряет своих свойств в течение 3-4 циклов переработки.
Прессование и форматирование
Высоконаполненные материалы (объем наполнителя > 50%) требуют специально разработанной оснастки. Формующая головка должна обеспечивать высокое качество профиля. Для технологии экструзии «жидкое дерево» была разработана головка такой конструкции, которая ориентирует древесные волокна вдоль направления экструзии, что способствует увеличению механических свойств профиля.
Для продавливания профилей из жидкого дерева необходимы экструдеры, развивающие высокие давления на выходе. Для этой цели идеально подходят двухшнековые машины. Производительность установок — до 600…900 кг/ч в зависимости от мощности.
Двушнековые машины могут перерабатывать как гранулированное сырье, размельчение которого производиться непосредственно в экструдере, так и порошкообразные смеси.
После добавления небольших количеств пигмента, смазочных материалов и пластификатора, сухая смесь расплавляется в экструдере и выдавливается. После этого автоматическая пила отрезает профиль по заданному размеру.
Оборудование весьма компактно, и для его размещения нужны небольшие площади. Линия в целом является автоматической. Такое предприятие может быть эффективным даже при небольшой мощности, при исключительно высокой производительности труда.
Характеристики
Профили получаются идеально ровными, гладкими, с матовой однородной поверхностью без сучков, заусенцев, искривлений по длине, При экструзии в состав компаунда вводят гидрофобные добавки, благодаря которым профили не боятся сырости. В США весьма популярны такие профили для изготовления настилов причалов и пирсов, где традиционное дерево нужно менять каждые 5 лет.
При введении в состав компаунда антипиренов и антисептиков получают профиль, защищенный от огня и гниения на всю глубину профиля. Многие композиции обладают исключительной стойкостью к атмосферному и биологическому воздействию. На изделия из «жидкого дерева» предоставляется гарантия до 50 лет эксплуатации на улице, без специальной защиты от воздействия влаги, света, грибков и насекомых.
Жидкое дерево может принимать в себя небольшое количество (0,1 — 4%) влаги, не теряя при этом формы и прочности, и восстанавливать прежние свойства при высыхании без коробления.
Применение
Направления применения «жидкого дерева»:
- Архитектурные элементы интерьера — половая доска, вагонка, наружняя обшивка, плинтусы, профили дверной коробки, наличники, наполнитель для дверей
- Мебель
- Технические профили – кабельные коробки, фиксаторы, автомобильные части, в т.ч. декоративные
Современные экструдеры позволяют изготавливать изделия различных размеров — от мелких декоративных профилей до изделий шириной 800 мм, например, крышек столов. При использовании щелевой фильеры можно экструдировать мебельные листы шириной до трех метров различной толщины. Разработаны и испытаны многокамерные оконные профили.
Одна из важных особенностей — возможность экструзии пустотных профилей, уменьшающая удельный вес профиля и снижающая материалоемкость. Внутри пустот можно прокладывать провода. Если предусматривать специальные конструктивные элементы, то профили можно монтировать без гвоздей и шурупов — простым защелкиванием. Разобрать такие профили тоже легко — не ломая их и сохраняя для дальнейшего использования.
Профили из «жидкого дерева» можно декорировать всеми известными способами: фанеровать шпоном, ламинировать пленками и листовыми пластиками, красить любыми красками и лаками. Добавляя пигменты непосредственно в композицию, можно получать уникальные декоративные эффекты.
Обрабатываются они теми же инструментами, что и древесина. Легко пилятся, строгаются, сверлятся и т.п. Хорошо удерживают гвозди, скобы, шурупы, многие поддаются склеиванию обычными клеями для дерева. Некоторые композиты можно сваривать, подобно пластмассе. Возможно их гнутье в подогретом виде.
Экологичность
В отличие от широко представленных на нашем рынке профилей и панелей, «жидкое дерево» не содержат никаких фенолформальдегидных смол или соединений хлора. Их связующее — полипропилен — абсолютно экологически безопасен.
В самом производственном процессе также реализованы передовые идеи и оно экологично – отсутствует пыль, вредные выбросы, весь процесс автоматизирован. Экструдированные профили могут производиться практически без отходов, т.к. «жидкое дерево» пригодно для повторного использования.
Источник: https://www.intervesp-stanki.ru/tehnology/tehnologiia-dpk/
Технология производства ДПК древесно полимерного композита — Все об утеплении и энергоэффективности

Технология производства деталей из ДПК практически не отличается от экструзии аналогичных изделий из вторичной пластмассы, но имеет свои особенности.
Например, замена минерального наполнителя (мела) на древесную муку требует особого внимания к дегазации водяного пара, который образуется при экструзии разогретой смеси. Есть и другие особенности.
Об особенностях технологии экструзии изделий из ДПК мы заговорили по целому ряду причин.
Главной причиной является то, что почти все азиатские производители оборудования просто несколько доработали линии гранулирования и экструзии пластмасс под производство продукции из ДПК, а кто-то обошелся и вообще без доработок. Практика эксплуатации таких линий показала, что этих доработок явно недостаточно.
Линии оказались чрезвычайно чувствительны к выбору и качеству сырья, а также к соотношению входящих в исходную смесь компонентов. Иначе говоря, для производства ДПК необходимы линии, разработанные именно под эти цели, а не суррогатное оборудование.
Европейские производители, несо- мненно, лидирующие в производстве оборудования для ДПК, уже давно пришли к выводу, что наиболее эффективной является одношаговая технология (или прямая экструзия).
Это когда продукт производится без промежуточного этапа гранулирования.
«Интервесп» – крупный российский поставщик промышленного оборудования – сделала обширное исследование азиатского рынка производителей оборудования для ДПК, и в результате исследований вывела на российский рынок производителя, который стал бесспорным лидером по данным исследованиям.
Производитель разработал одношаговую линию ДПК состоящую из двух экструдеров, так называемую каскадную линию.
Задача первого экструдера – качественное перемешивание материалов и каче- ственная дегазация.
По исследованиям европейских производителей, лучше всего с этим справляется двушнековый экструдер с соосным вращением шнеков.
Оборудование, которое предлагает«Интервесп», единственное из азиатского оборудования для ДПК использует именно соосное вращение шнеков. Кроме того, данный узел имеет три зоны дегазации и легко справляется с 10‑процентной влажностью древесной муки. Эта цифра также предмет гордости оборудованием от «Интервесп».
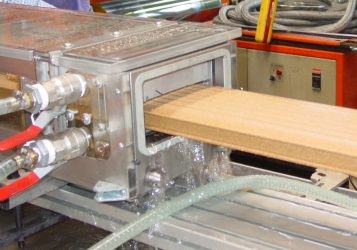
Линия для производства ДПК, установленная в Ставропольском крае
Большинство производителей двушаговых линий требуют сушить древесную муку до влажности 1–3%, деревообработчики приходят в ужас от такой цифры.
В оборудовании, поставляемом «Интервеспом», существенно увеличен срок службы данного экструзионного узла за счет отсутствия фильеры (а значит и давления) на выходе из первого экструдера, то есть двигатель, редуктор и шнеки работают практически без нагрузки.
В двушаговой технологии материал из первого экструдера, проходя через гранулирующую матрицу, попадает в систему охлаждения, а после нее уже во второй экструдер, где опять плавится.
В одношаговом оборудовании от «Интервеспа» материал из первого экструдера попадает во второй прямо в расплавленном виде. В результате – эта одношаговая линия позволяет сэкономить 40% электроэнергии по сравнению с двушаговой.
Кроме того, такая линия проще в экс- плуатации и требует меньшего количе- ства обслуживающего персонала, зани- мает меньшую площадь и просто дешевле двушагового комплекта.
Что выбрать российскому предпринимателю?
Брать на себя риск покупки китайской двушаговой линии? В России нет ни одного предприятия, где процесс запуска двушаговой линии прошел менее чем за шесть месяцев.
Расходы на зарплаты рабочим, сырье и электричество в этот период привели к закрытию нескольких известных производств.
И есть мнимум три предприятия, которые уже более года безрезультатно отлаживают свою двушаговую технологию, но так и не начали выпускать продукцию.
Если вы обладаете крупными денежными средствами, срок окупаемости оборудования для вас не столь значимый параметр, и у вас уже есть стабильный канал сбыта определенной продукции, то выбирать, конечно же, нужно европейское оборудование. Высокий уровень автоматизации. Высокое качество техни- ческой документации. Да и моральная стоимость продукции выше.
Если же вы открываете новое производство, и вам нужно быстро вернуть свои деньги, если вам нужна большая свобода в выборе рецептуры и низкая стоимость профилирующих матриц, то, на мой взгляд, лучше выбирать уже зарекомендовавшие себя в России одношаговые каскадные линии китайского производства. Уровень автоматизации у китайского оборудования, конечно, ниже европейского, но нужно понимать, что перенести руками 5–6 неполных мешков муки в час не повлечет за собой большого увели- чения зарплатного фонда.
Да и отсутствие ЧПУ управления является скорее плюсом, чем минусом, так как в среднем 60% остановок производства связанны с проблемами ЧПУ.
Вы же выбираете линию не для комфорта рабочих, а для получения прибыли.
Часто у покупателей возникают страхи, будет ли по факту оборудование работать, смогут ли их рабочие, не имеющие специальных знаний, его обслуживать.
Лишь практика может развеять сомнения. 3 сентября в Ставропольском крае была запущена в эксплуатацию уникальная одношаговая каскадная линия по производству декинга из ДПК. На ее монтаж и наладку специалисты «Интервесп» затратили всего 14 дней!
Запуск проходил на сырье заказчика, легкодоступном для приобретения в России. Причем в этот же период поставщиком было проведено обучение персонала заказчика так, что в последние два дня запуска рабочие покупателя запускали линию, меняли фильеры, проводили ТО, и главное – уже самостоятельно выпускали продукцию.
Ниже вы можете посмотреть видеоотчет о работе линии
В настоящее время линия работает в круглосуточном режиме.
Руководитель этого предприятия, увидев результаты, и убедившись лично, что оборудование и поставщика он выбрал правильно, заказал еще одну линию и существенно расширил ассортимент предлагаемой продукции, дозаказав несколько фильер. Это ли не лучший отзыв о работе поставщика и оборудования?
Подробнее о процессе производства
Древесную муку получают из опилок и стружки, т. е. отходов лесопильного и столярного производства.
В случае использования опилок после распиловки бревен необходима ее сушка до влажности 8–12%.
Для предприятий, работающих с древесиной, прошедшей камерную сушку (и влажностью менее 12%) в этом нет необходимости. Муку получают с помощью специальных мельниц.
Загрузка и разгрузка выполняется вручную. Перед линией стоит два автоматических бункера-загрузчика, в одном полимер, в другом – обработанная добавками мука из миксера.
Далее следует собственно сама линия экструзии с узлом водяного охлаждения материала.
Для охлаждения материала используется оборотная вода, прошедшая через специальный водоохладитель. Окончательная обработка декинга производится на отдельном шлифовальном станке для придания продукту матовости и шероховатости.
Так он больше похож на дерево и не скользит. Также может быть поставлен станок, который наносит на лицевую поверхность досок тиснение, имитирующее тек- стуру годовых колец древесины.
При запуске линии могут получаться и отходы, но эти отходы можно ис- пользовать, повторно передробив их в специальной дробилке.
Минимальное количество отходов получается при организации работы в три смены, т. е. круглосуточно. Стружкоотсосы для шлифовальной машины и торцовочного узла уже входят в комплект.
Отдельно приобретаются: компрессор для сжатого воздуха, напольные и настольные весы, насос для подачи охлаж- дающей воды в миксер. Также вам нужен резервуар 3 м3 для оборотной воды.
Окупаемость полного комплекса оборудования составляет 1 год.
Где купить?
«Интервесп» предлагает все вышеперечисленное. Причем на поставку данных одношаговых каскадных экструзионных линий у «Интервеспа» эксклюзив на Россию и Беларусь.
Компания берет на себя не только поставку, но и шеф-монтаж, наладку, запуск в эксплуатацию и обучение персонала заказчика. Кроме того, компания выполняет гарантийное и постгарантийное обслуживание.
Источник: https://myecoteplo.com/tehnologiya-proizvodstva-dpk-drevesno-polimernogo-kompozita/
Сырье для производства ДПК (древесно-полимерного композита)

В качестве минеральных наполнителей используют: мел, тальк, каолин, слюду, волластонит и др. Такие компоненты улучшают свойства декинга.
Подробнее
Если вы собираетесь открыть свой бизнес по производству материалов из древесно-полимерного композита, компания «Поливуд» готова вам в этом помочь на взаимовыгодных условиях. Мы можем обеспечить поставки древесной муки по выгодным ценам.
Подробнее
Процессинговые добавки влияют на плотность готового изделия, облегчают процесс экструзии. Использование процессинговых добавок позволяет сократить расходы производства.
Подробнее
Полимерное сырье путем экструзии смешивается с древесной мукой, добавками и наполнителями. Это наделяет материалы из древесно-полимерного композита достоинствами, которых лишено натуральное дерево.
Подробнее
Гранулы ДПК — «готовый» древесно-полимерный композит. Компания «Поливуд» оказывает услуги по производству гранул ДПК по собственной уникальной рецептуре, а также по рецептуре заказчика.
Подробнее
Качество сырья для производства ДПК напрямую влияет на характеристики, которыми будет обладать будущее изделие из древесно-полимерного композита.
Компания «Поливуд» при изготовлении «жидкого дерева» для террасных досок, сайдинга, ограждений и других материалов из ДПК, использует качественные компоненты и современное оборудование, что позволяет создавать прочные, надежные и долговечные материалы.
Процент каждого компонента в составе полуфабриката продуман до мелочей, а технология производства совершенствуется. Наши специалисты разрабатывают новые способы изготовления продукции из ДПК в лаборатории компании.
Основные ДПК компоненты, которые могут применяться в качестве сырья для производства древесно-полимерного композита:
- Натуральные волокна. Термин ДПК чаще всего используется не для определения какого-то единого состава сырья, а для обобщения почти всех естественных лигноцеллюлозных волокон, которые в свою очередь заполнены полимерным композитом. Причем в данном случае не принимается во внимание процент содержания древесной муки, красителей, рисовой шелухи, стеблей хлопчатника и т. д.
- Матрица полимеров ДПК. На сегодняшний день при изготовлении смеси для изделий из ДПК используется база из 3-ех крупных промышленных классов полимеров — полипропилена, полиэтилена или поливинилхлорида. Эти полимеры предохраняют древесную муку от горения в процессе обработки.
- Добавки для ДПК. Все добавки, которые используются для изготовления изделий из древесно-полимерного композита, можно разделить на две группы — технологические и функциональные. Функциональные отвечают за механические и физические свойства готового материала (гибкость, прочность, устойчивость к ультрафиолету, устойчивость к температурным изменениям). А механические добавки отвечают за гладкую обработку.
Технология производства ДПК в компании «Поливуд»
Компания «Поливуд» имеет в наличии собственную исследовательскую лабораторию, которая позволяет проводить эксперименты над профилями из древесно-полимерного композита.
Подробнее о проекте по исследованию характеристик качества экструзионных профилей из древесно-полимерного композита, которые были созданы по технологии одностадийного и двухстадийного способов изготовления, вы можете прочитать здесь.
Наши специалисты постоянно работают над совершенствованием технологии производства террасной доски. Изучаются не только антиоксиданты, связывающие элементы, лубриканты, но также полуфабрикаты в виде гранул и готовые изделия.
Технология превращения сырья для производства ДПК в готовые материалы в нашей компании происходит следующим образом. В дробильную установку загружается сырье (опилки, стружка и т. п.). В процессе работы установки сырье перемалывается до состояния муки. Затем полученное сырье для производства ДПК отправляется на сушку до достижения массой заданной влажности.
После этого масса смешивается с полимерными добавками, модификаторами и красителями, а уже затем отправляется на линию по гранулированию смеси. Установка превращает полученную смесь в гранулы, которые впоследствии при помощи экструдера переходят в состояние однородной пластичной массы. В тянуще-калибрующий механизм попадает пластичная масса, которая превращается в заготовку. После остывания доски подвергаются обработке.
При помощи специального оборудования мастер декорирует внешний вид изделия и наносит специальные пропитки, которые улучшают эксплуатационные свойства материала.
Сырье для производства ДПК: бизнес-предложение от компании «Поливуд»
Компания «Поливуд» занимается не только изготовлением террасных досок и материалов из древесно-полимерного композита. Мы готовы к сотрудничеству и оказываем услуги в области инженерного и коммерческого консалтинга, поможем в конструкторско-технологическом сопровождении начинающим производителям и действующим предприятиям.
Мы готовы оказать помощь и поддержку на каждом этапе производственного цикла материалов из древесно-полимерного композита. Мы можем оказать услуги по доставке сырья для производства ДПК, а также полуфабрикатов в нужном количестве. Вы можете связаться с менеджерами по телефону или отправить предложения на E-mail.
Информация для связи в разделе Контакты.
Источник: https://polywood.ru/engine/syre-dlya-proizvodstva-dpk/
Теория и практика
Технология производства деталей из ДПК практически не отличается от экструзии аналогичных изделий из вторичной пластмассы, но имеет свои особенности.
Например, замена минерального наполнителя (мела) на древесную муку требует особого внимания к дегазации водяного пара, который образуется при экструзии разогретой смеси. Есть и другие особенности.
Об особенностях технологии экструзии изделий из ДПК мы заговорили по целому ряду причин. Главной причиной является то, что почти все азиатские производители оборудования просто несколько доработали линии гранулирования и экструзии пластмасс под производство продукции из ДПК, а кто-то обошелся и вообще без доработок. Практика эксплуатации таких линий показала, что этих доработок явно недостаточно.
Линии оказались чрезвычайно чувствительны к выбору и качеству сырья, а также к соотношению входящих в исходную смесь компонентов. Иначе говоря, для производства ДПК необходимы линии, разработанные именно под эти цели, а не суррогатное оборудование. Европейские производители, несо- мненно, лидирующие в производстве оборудования для ДПК, уже давно пришли к выводу, что наиболее эффективной является одношаговая технология (или прямая экструзия). Это когда продукт производится без промежуточного этапа гранулирования.
«Интервесп» – крупный российский поставщик промышленного оборудования – сделала обширное исследование азиатского рынка производителей оборудования для ДПК, и в результате исследований вывела на российский рынок производителя, который стал бесспорным лидером по данным исследованиям.
Производитель разработал одношаговую линию ДПК состоящую из двух экструдеров, так называемую каскадную линию. Задача первого экструдера – качественное перемешивание материалов и каче- ственная дегазация. По исследованиям европейских производителей, лучше всего с этим справляется двушнековый экструдер с соосным вращением шнеков.
Оборудование, которое предлагает«Интервесп», единственное из азиатского оборудования для ДПК использует именно соосное вращение шнеков. Кроме того, данный узел имеет три зоны дегазации и легко справляется с 10‑процентной влажностью древесной муки. Эта цифра также предмет гордости оборудованием от «Интервесп».
Линия для производства ДПК, установленная в Ставропольском крае
Большинство производителей двушаговых линий требуют сушить древесную муку до влажности 1–3%, деревообработчики приходят в ужас от такой цифры. В оборудовании, поставляемом «Интервеспом», существенно увеличен срок службы данного экструзионного узла за счет отсутствия фильеры (а значит и давления) на выходе из первого экструдера, то есть двигатель, редуктор и шнеки работают практически без нагрузки.
В двушаговой технологии материал из первого экструдера, проходя через гранулирующую матрицу, попадает в систему охлаждения, а после нее уже во второй экструдер, где опять плавится. В одношаговом оборудовании от «Интервеспа» материал из первого экструдера попадает во второй прямо в расплавленном виде. В результате – эта одношаговая линия позволяет сэкономить 40% электроэнергии по сравнению с двушаговой. Кроме того, такая линия проще в экс- плуатации и требует меньшего количе- ства обслуживающего персонала, зани- мает меньшую площадь и просто дешевле двушагового комплекта.
Производство изделий из ДПК как бизнес: перечень оборудования, описание технологии изготовления, нюансы организации дела

Террасная доска / Holzhof
На данный момент ДПК (древесно-полимерный композит) является одним из наиболее совершенных и востребованных композитов на основе древесины, сочетающих достоинства природного материала и пластика.
ДПК используют для производства террасной и половой доски, кровельных профилей, ограждений, облицовки фасадов вместо обычного сайдинга. Соответственно, предприниматель, открывший производство, получает широкий рынок сбыта продукции.
Например, строительные организации все чаще применяют ДПК для оформления саун, летних кафе, частных домов и коттеджей, отделки балконов и лоджий.
Характеристика и разнообразие ДПК-изделий
Основное назначение изделий из ДПК – отделка поверхностей, подвергающихся активному воздействию со стороны факторов окружающей среды. Материал хорошо переносит прямое действие солнечных лучей, высокую влажность (в том числе, контакт с морской водой), температурные колебания и высокие механические нагрузки. Срок эксплуатации композитов в зависимости от класса составляет от 15 до 50 лет.
Среди основных преимуществ ДПК в сравнении с деревом выделяют:
- стойкость к истиранию и царапинам, отсутствие заноз даже в местах с высокой проходимостью;
- способность сохранять первоначальный цвет на всем протяжении эксплуатации;
- стабильность формы при длительном намокании и температурных перепадах в пределах от -50 до +70 С°;
- способность выдерживать удары;
- невосприимчивость к вредителям и плесени;
- нетребовательность в уходе (нет нужды в обработке антисептиком, полировке);
- высокая огнестойкость (исключено воспламенение от окурков);
- стойкость к кислотам и щелочам;
- теплая фактура (нет ощущения холода от поверхности);
- простота монтажа, благодаря продуманным креплениям профиля, легкости резки под нужный размер;
- хорошие эстетические качества.
Доска из древесно-полимерного композита может иметь разную плотность (700-1200 кг/м3), быть полнотелой и пустотелой, одно- и многослойной. В зависимости от технологии обработки поверхности изделия бывают брашированными, тиснеными, с печатью, полимерным и лакокрасочным покрытиями, металлизированными, облицованными шпоном либо синтетической пленкой.
В большинстве случаев террасная доска этого типа выполняется с двумя отличными по фактуре поверхностями: рельефной и глянцевой «под дерево».
На российском рынке чаще всего можно встретить террасную доску стандартизированного размера: 3 м, 4 м, 6 м длиной и 0.08-0.12 м, 0.14-0.16 м, 0.18-.0.2 м шириной. Толщина варьируется в пределах 2.5-4 см. При этом можно получить конкурентное преимущество, выполняя материал под размеры конкретного заказчика.
Оборудование для производства ДПК
На рынке оборудование для производства изделий из ДПК представлено двумя видами линий: одношаговыми и двухшаговыми. Первые оптимальны для небольших цехов, рассчитанных на 1-2 линии. Если речь идет о заводе с 3 и более линиями, рациональнее покупка установок двухшагового типа.
Организация производства полного цикла потребует закупки следующих агрегатов:
- Для получения древесной муки – дробилка, сушилка измельченного сырья, мельница.
- Для изготовления полимерных гранул – миксер, гранулятор.
- Для производства ДПК – экструзионная линия, фреза для нарезки материала, шлифовочная машина, агрегат для профилирования доски и тиснения, станок для чистки.
Производственный процесс можно существенно сократить, начав работу с готовыми гранулами ДПК. На рынке масса производителей, поэтому не составит труда подобрать материалы с параметрами, необходимыми для получения конечного продукта с определенными характеристиками.
Сырье
Для производства древесно-полимерных композитов может использоваться различное сырье в различных же пропорциях. В качестве базового компонента (60-70% от объема) чаще всего пременяется древесная мука, реже – макулатура, рисовая шелуха, жмых подсолнечника и прочие растительные отходы. Связующим термопластичным полимером может выступать полиэтилен, полипропилен или поливинилхлорид. В каждом отдельном случае готовые изделия будут отличаться по эксплуатационным качествам.
Так, поскольку полиэтилен является достаточно мягким материалом, доски из него получаются эластичными, упругими, их сложно сломать.
Поверхность с одной стороны рельефная, по структуре напоминает вельвет и обладает стойкостью к повреждениям, с другой – имеет термоотпечатанную поверхность «под дерево», на которой легко остаются царапины, поэтому применяют такой материал для декоративного оформления балконов или укладки в местах с небольшой проходимостью. Рельефная поверхность нечувствительна к механическим нагрузкам и легко очищается металлической щеткой, что делает доску идеальным вариантом для дорожек и террас.
Полипропилен прочнее и нуждается в минимальной дополнительной обработке. Доска имеет красивую глянцевую поверхность и может использоваться там, где «не справится» полиэтилен. Кроме того, поверхность отталкивает масла и грязь, но если царапины и пятна все же остались, восстановлению не подлежит.
Состав смеси для производства ДПК включает следующие компоненты: полимер, наполнитель (древесная мука), антиоксиданты, лубриканты, минеральные добавки, красители, связующие вещества.
При закупке полимеров (ПНД, HDPE) следует обращать внимание на содержание антиоксидантов и стабильность показателя текучести расплава. ПТР влияет на качество процесса экструзии и, соответственно, на производительность оборудования, а также геометрию досок. Изготовление древесно-полимерного композита из первичных гранул считается нерентабельным, поэтому базовой задачей предпринимателя на начальном этапе становится организация поставок вторичной гранулы с нужными характеристиками.
антиоксидантов напрямую влияет на эксплуатационные качества досок ДПК. При их отсутствии или недостатке изделия выгорают и крошатся под действием солнечных лучей. Чем большему количеству плавок подвергался полимер в процессе переработки, тем больше антиоксидантов потребуется для его стабилизации. При этом в процессе переплавки показатель текучести расплава у ПНД снижается, а у полипропилена – повышается.
Базовые параметры качества наполнителя – низкая влажность (до 4%) и минимальный размер фракции. Для получения ДПК высокого качества большинство установок требуют использования древесной муки с нулевой влажностью, соответственно, даже самое лучшее сырье приходится досушивать в миксере на этапе подготовки смеси. Размер частиц напрямую связан с влагопоглощением композита, поэтому для достижения нужных параметров сырья с крупной фракцией придется добавить больше полимера и сшивающего агента.
Большинство отечественных изготовителей выпускают ДПК с использованием связующих веществ на базе полиэтилена низкого давления с малеиновым ангидридом, который нейтрализуется под действием влаги и стеаратов металлов. Именно поэтому сырье нужно тщательно просушивать, а также следить, чтобы в качестве лубрикантов не использовались стеараты металлов. Альтернативой может стать закупка аддитивов производства КНР, которые не содержат ангидрида.
Наряду с перечисленными компонентами, в производстве ДПК применяют мел и тальк. Они необходимы примерно для того же, для чего и песок при изготовлении бетона – для придания плотности и твердости композиту. Кроме того, в смесь включают красители, связующий агент и лубриканты.
Описание процесса
На практике существует целый ряд технологий изготовления ДПК, однако, в основе всех их лежит один принцип. Подготовленная смесь поступает в экструдер, где расплавляется и через фильеру подается на профилирование с одновременным охлаждением. Затем доски режутся и подвергаются финальной обработке.
В случае с двухстадийными линиями используется гранулированная масса. В одностадийных сухие компоненты смешиваются с гранулами полимера. При этом очень важно оптимизировать режим работы экструдера, где базовыми параметрами являются температура нагрева в разных частях агрегата, интенсивность охлаждения, алгоритм загрузки шнеков, скорость плавления, а также давление расплава в фильере. Иными словами, производительность и качество готового продукта напрямую зависят от квалификации технолога.
Финишная обработка
Независимо от выбранной технологии производства, на выходе из фильеры все изделия ДПК имеют ровную глянцевую поверхность – скользкую и нестойкую к образованию царапин, что крайне непрактично. Для придания привлекательного внешнего вида и дополнительной прочности доску подвергают дополнительной обработке. Это может быть:
- Шлифовка. Проводится на шлифовальном станке. В результате поверхность приобретает гладкость и прочность. Далее может быть выполнен поверхностный обжиг изделий на станке для тиснения с целью придания текстуры под дерево.
- Брашинг. Поверхность обрабатывается радиальными щетками. Они снимают слой глянца, придавая изделиям благородный внешний вид с той или иной структурой. Данный вид обработки подходит и для того, чтобы скрыть недостаточно точную геометрию профилей.
- Эмбоссинг или 3D-тиснение. Как правило, применяется на полнотелых изделиях, поскольку пустотелая доска не выдерживает высокого давления, необходимого для качественного нанесения текстуры. Такая доска полностью повторяет внешний вид природного дерева.
После дополнительной обработки изделия ДПК упаковывают в стрейч-пленку, отправляют на склад, а затем – на реализацию.
Затраты на организацию производства
Размер вложений пропорционален планируемым объемам производства, мощности и маркам закупаемых станков. В среднем на покупку оборудования для изготовления стандартных полых ДПК профилей потребуется порядка от 800 тыс. – 1 млн. рублей.
Наряду с покупкой оборудования. В бизнес-план необходимо заложить оборотные средства (не менее 700 тыс. рублей), которые пойдут на:
- аренду помещения (порядка 100 тыс. рублей);
- закупку сырья (порядка 300 тыс. рублей);
- рекламу нового предприятия/продукции (порядка 50 тыс. рублей);
- налоговые выплаты, заработная плата сотрудникам, логистические и прочие расходы (порядка 200 тыс. рублей).
Расчетная производительность такого цеха составит примерно 800м² доски за 25 дней при работе в одну смену. Стоимость 1м² древесно-композитной доски на рынке – 1500-2000 рублей. Как правило, первоначальные вложения в бизнес окупаются в течение года. Однако для этого нужно грамотно подойти к поискам рынка сбыта и поддерживать качество выпускаемого продукта на высоком уровне.
Среди основных требований к помещению для производства ДПК – площадь не менее 200 м² и соблюдение требований пожарной безопасности в отношении цехов, где перерабатываются легковоспламеняющиеся материалы (древесная мука).
Для обеспечения работы предприятия потребуются 4 работников (на одну смену), технолог, отладчик станков, бухгалтер, охранник, водитель грузового транспорта.
Оцените страницу:
30 4,77
Загрузка…
Источник: https://moybiznes.org/proizvodstvo-dpk