
Содержание
- 1 Расчет длины катета сварного шва от толщины металла для различных видов сварочных швов
- 2 Как правильно варить сваркой электродами типы швов
- 3 Разновидности и способы выполнения сварочных швов
- 4 5. Пример определения Режима сварки
- 5 Гост 5264-80 ручная дуговая сварка. соединения сварные. основные типы, конструктивные элементы и размеры
Расчет длины катета сварного шва от толщины металла для различных видов сварочных швов
В производстве металлоконструкций и автомобилей с большим весом сварные соединения должны выдерживать высокие нагрузки. Спай будет качественным только в том случае, если перед началом работ точно рассчитаны все параметры. Один из важных показателей – катет шва (К).
Это одна из сторон самого большого условного треугольника с равными боками, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г). Ее можно измерить или рассчитать, базируясь на размеры свариваемых элементов.
Выбирая длину стороны треугольника, учитывается размеры заготовок, положение и вид спая. Подбор осуществляется для каждого элемента, но учитываются общие принципы. В домашнем хозяйстве можно использовать шаблон для измерения.
Чтобы соединение было достаточно прочным, обе одинаковые стороны треугольника должны иметь одинаковую длину (если элементы расположены под углом 90о).
Соединения могут быть:
- стыковые (без скоса кромок, с односторонним, с V-образным, X-образным, криволинейным скосом);
- торцевые;
- внахлест;
- угловые (угол от 30о, односторонние, двусторонние без скоса кромок, с одним или двумя скосами);
- тавровые (угол острый или прямой, односторонние, двусторонние, без скоса кромок, с одним или двумя скосами).
Расчет длины катета сварного шва в зависимости от толщины металла возможен для трех видов швов: угловых, тавровых, внахлест.
Расчет длины катета шва, исходя из толщины металла, требуется на промышленном производстве, так как от этого показателя зависит прочность спая, расход сварочной проволоки, ее диаметра (чем длиннее сторона треугольника, тем толще проволока).
Важно! Если сторона треугольника слишком длинная, увеличивается объем жидкого металла (из-за большой площади нагрева) и расход присадки, готовое изделие может деформироваться.
Катет важен так же, если свариваются элементы различных размеров (расчеты производятся, базируясь на меньший показатель).
Формула расчета
Объем наплавленного материала равен квадрату катета. Например, если К увеличивается на 1 мм при длине спая 10 мм, расход проволоки увеличивается на 20%.
Для соединения внахлест материалов с толщиной до 4-х мм К=4. Если показатель больше, нужно взять 40% толщины и приплюсовать 2 мм.
Угловые сварные соединения бывают:
- нормальные (без выпуклости и вогнутости) — К равен толщине металла;
- вогнутые — К=0,85;
- выпуклые — К= s×cos45°, где s – ширина спая, cos45°=0,7071;
- специальные (треугольник не равнобедренный).
При расчете длины катета сварного шва в зависимости от толщины металла формулы недостаточно — важен способ сварки и текучесть свариваемого металла.
Полученный результат необходимо сверить с требованиями ГОСТ 11534-75 и ГОСТ 5264-80 или справочными материалами.
При проведении сварочных работ в домашнем хозяйстве достаточно установить сторону треугольника, превышающую толщину на 1-1,5 мм, или определить показатель по таблице. Существуют правила, которые необходимо соблюдать всегда. К должен быть меньше, чем толщина самого тонкого элемента, умноженная на 1,2. Протяженность спая должна быть меньше, чем К*4.
Расчет катета для шва 1м
На практике все расчеты достаточно условные, так как базируются на предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
Цель проектировочных расчетов – определить оптимальный размер спая для определенного показателя растяжения и осевого напряжения.
Оптимальная протяженность наплавленной присадки по нагрузке на растяжение определяется по формуле:
L= F/ρ*[ρ], где
L – протяженность спая;
F – планируемая реальная нагрузка на соединение;
ρ – допустимая нагрузка на соединение.
Оптимальная протяженность по осевому напряжению:
L=F/0,7К*ρ
Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
К= 0,7*L*ρ
К=0,7*ρ
Это значит, что К полностью зависит от величины допустимой нагрузки.
Допустимые нагрузки на сжатие, растяжение и срез для различных методов сварки определены в специальных таблицах.
При разработке проектной документации:
- выбирается метод сварки, вид сварки, марка электрода (проволоки);
- определяют нормативную допустимую нагрузку;
- рассчитывают длину спая на растяжение и осевое напряжение;
- создают чертеж соединения;
- уточняют технические характеристики и размеры свариваемых элементов.
При разработке проектной документации сварки определение точной величины катета шва от толщины металла и оптимальной длины спая проводится с целью повысить качество работ и минимизировать их себестоимость.
Важно получить прочные и надежные соединения при минимальных затратах.
Особенно важен этот показатель на больших промышленных предприятиях, изготавливающих металлоконструкции, которые должны выдерживать во время эксплуатации повышенные нагрузки.
Источник: http://solidiron.ru/obrabotka-metalla/svarka/raschet-kateta-svarnogo-shva-ot-tolshhiny-metalla.html
Как правильно варить сваркой электродами типы швов
Накладывать правильный и качественный сварочный шов можно с легкостью научиться самостоятельно. Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.
Подготовка к сварным работам
Для выполнения сварных соединений обязательно осуществляется подготовка соответствующего оборудования. Чтобы работать электрической дуговой сваркой, необходимо взять следующие инструменты и материалы.
- Непосредственно само сварное оборудование, которое бывает разного типа.
- Электроды необходимого диаметра — он обычно зависит от того, какая толщина соединяемых элементов.
- Специальный заостренный молоток, которым будут сбивать шлак.
- Металлическая щетка для зачистки участка металла, где формируется сварной шов.
При формировании стыка следует помнить о соответствующих мерах безопасности. Выполнять работы без соответствующей маски, оснащенной специальными световыми фильтрами, не представляется возможным.
Желательно надевать довольно плотную одежду с длинными рукавами, перчатки, сделанные из замшевых материалов. Кроме того, следует взять выпрямитель, или трансформатор, если оборудование довольно старое.
Однако в последнее время все чаще накладывают сварные швы при помощи инверторного оборудования, которое оснащено всем необходимым для преобразования переменного тока в постоянный.
Чтобы правильно класть расплавленный электрод на формируемый сварочный шов, следует принимать во внимание, что сварка является не слишком простой и безопасной технологией. Прежде всего здесь подразумевается использование высокой температуры, которая должна превышать температуру плавления стали.
Под ее непосредственным воздействием осуществляется расплавление основного металла и электрода. Соответственно, возникает так называемая сварная ванна, где смешиваются металлы заготовок и электрода, в результате чего образуется сварное соединение или шов.
Размер сварной ванны напрямую зависит от того, какие были выставлены настройки на оборудовании, местоположения в пространстве, скорости, с какой перемещается электрод, зазора между свариваемыми элементами. Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.
Электродуговая технология подразумевает использование электродов с так называемой обмазкой. При подаче напряжения на электрод и сварные элементы с ее помощью образуется специальная газовая зона над ванной. За счет нее происходит абсолютное вытеснение воздуха, что не допускает непосредственного контакта кислорода и свариваемых металлов.
Когда сваривают элементы, на поверхности соединения формируется шлак, который также не дает расплавленному железу контактировать с воздухом.
Формирование правильного сварочного шва осуществляется при удалении электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку.
Защитный слой шлака после того, как металл затвердеет, следует убрать.
Основы сварки с помощью электрической дуги
Чтобы сделать надежное сварное соединение и правильно положить расплавленный материал электрода, необходимо пристальное внимание уделить началу проведения работ. Лучше всего начинать осваивать данную работу под присмотром опытного сварщика, который позволит избежать наиболее типичных ошибок и посоветовать в случае необходимости.
Соединяемые между собой детали должны быть жестко закреплены. В связи с тем, что работа производится при высокой температуре, необходимо предусмотреть все меры, касающиеся противопожарной безопасности. Поблизости от себя необходимо установить ведро с водой. Не следует выполнять работы на основании из древесины.
Заземляющий зажим закрепляют на свариваемых элементах. Перед этим следует внимательно проверить качество его изоляции. Если она повреждена, пользоваться данным кабелем не следует. Кроме того, он должен быть надежно закреплен в специальном зажиме.
Грамотно выбранные настройки оборудования позволяют накладывать электрод плавно и равномерно, за счет чего производится наплавление металла на свариваемые элементы.
Такой зазор придется выдерживать в течение всего времени работы. Если все было сделано правильно, электрод начнет постепенно расплавляться и выгорать, поэтому его придется медленно подводить к заготовкам, сохраняя тем самым требуемое расстояние. Ближе подводить его не следует, так как он может прилипнуть. Если дуга не возникла, придется увеличивать силу тока на оборудовании.
Сварочный шов: как перемещать электрод?
Перемещать электрод при производстве сварных работ следует по одной из трех траекторий.
- Поступательное — электрическая дуга направляется вдоль оси соединяемых элементов. Это позволяет не только поддерживать ее постоянное горение, но и формировать довольно тонкий и прочный сварной шов.
- Продольное — позволяет обеспечить получение ниточного шва различной высоты, которая будет напрямую зависеть от того, с какой скоростью происходит перемещение электрода. По сути, соединение получается весьма прочным, но для его усиления придется совершать некоторые поперечные движения.
- Поперечное — обеспечивает формирование требуемой ширины сварного соединения. Оно подразумевает выполнение колебательных движений. Ширина шва выбирается на основе толщины соединяемых элементов, их размеров и ряда других параметров.
Обычно при проведении работ применяют все эти движения, которые при сочетании друг с другом образуют конкретную траекторию. Она обычно своя у каждого сварщика. В принципе сама по себе траектория не слишком важна, главное, чтобы кромки заготовок были как можно лучше проплавлены и, соответственно, получился шов с заранее заданными параметрами.
Сварка трубопроводов: особенности технологии
Стоит отметить, что сварка подразумевает формирование не только горизонтальных, но и вертикальных швов, что позволяет сваривать в том числе и промышленные трубопроводы, которые нуждаются в выполнении наиболее качественного соединения. В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, свидетельствующие об их высокой квалификации.
В отличие от плоских деталей, при сваривании труб электрод держат под углом 45 градусов. Максимальная высота данного соединения должна составлять не более 4 м. В зависимости от толщины труб ширина шва может быть достаточно большой — в некоторых случаях до 4 см.
При проведении промышленных работ для получения полноценного и долговечного соединения участки, где будет формироваться шов, очищают от жиров, ржавчины и прочих загрязнений, которые могут снизить прочность шва.
Сварка подразумевает постоянное совершенствование навыков, только в этом случае удастся получить наиболее качественное соединение, которое будет служить в течение долгого времени.
Сергей Одинцов
Источник: https://electrod.biz/varim/seams/kak-pravilno-sdelat-svarochnyiy-shov.html
Виды и техники выполнения сварочных швов
На сегодняшний день самым популярным видом соединения деталей в монолитное изделие является сварка.
Ее существует множество видов, так как сварочные работы применяются во многих отраслях, начиная с домашнего хозяйства и заканчивая созданием сложных технических конструкций.
Научиться искусству сварки несложно, главное – разобраться в основных понятиях, отличать виды сварок и «набить» руку на ведении электрода (горелки), для создания красивого, прочного и качественного шва.
Принципы работы сваркой и основные понятия
Прежде чем перейдем к технологии, как правильно класть сварочный шов, разберем несколько понятий:
- сварное соединение – это скрепление двух деталей сварочным методом;
- сварочный шов – это участок сварного соединения, который образовался за счет молекулярного соединения расплавленных краев двух металлических деталей, в результате дальнейшей кристаллизации металла;
- металл шва – это сплав, который образуется в результате термического воздействия на основной металл (деталь);
- зона сплавления – это грань между металлом шва и основным металлом (изделием);
- зона термовлияния – это участок, который поддался воздействию тепла, но не расплавился, а лишь изменил свои свойства за счет нагрева.
- сварка – это процесс, во время которого плавится металл с помощью специального оборудования, соединяющего элементы методом расплавления их кромок;
- электродуга – это разряд, возникающий между заготовкой и электродом;
- электрод – это специальный металлический стержень с различным химическим напылением, являющийся проводником электрического тока.
В разных отраслях промышленности применяются разные виды сварки, которые отличаются методом воздействия, применением разных материалов и технологиями работы для создания простых и многопроходных швов.
Например, в дуговой сварке основным плавящим элементом выступает электрод, который возбуждает и удерживает дугу на рабочей детали.
В газовой сварке источником тепла служит горелка, из которой под сильным давлением выходит ровное бесперебойное пламя, образовавшееся в результате горения смеси кислорода и ацетилена.
Хоть и при разных видах сварки на деталь идет разное воздействие, суть остается одна: два металлических изделия плотно прикладываются друг к другу или с небольшим расстоянием, если, например, необходимо заварить прохудившуюся деталь.
Далее с помощью сварочного аппарата мастер прогревает края детали так, чтобы они начали плавиться. В этот момент образуется так называемая сварочная ванна. Кроме основного металла часто применяют дополнительный (электрод или проволоку), для увеличения количества металла шва.
Источник: https://perekrestok-info.com/kak-pravilno-varit-svarkoy-elektrodami-tipy-shvov/
Разновидности и способы выполнения сварочных швов
Конечная цель любого сварщика – получение качественного сварочного шва. От этого зависит прочность и долговечность соединения деталей. Для успешной работы важно правильно выполнить подключение; выбрать силу тока, угол наклона электрода; хорошо владеть техникой выполнения шва. Результатом правильной работы будет надежное сваривание металлических деталей.
Наклон электрода
Сварочные швы классифицируют по нескольким признакам. Виды и типы сварочных соединений нужно рассматривать последовательно, вникая в тонкости процесса. НА шов влияет расположение, направление и траектория движения электрода.
После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
У каждого мастера есть свой предпочтительный угол наклона электрода. Многие считает оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси при этом образуется угол, равный 20 °. Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях, при сварке в труднодоступных местах, нужно ориентировать электрод строго перпендикулярно относительно поверхности свариваемого материала.
Перемещать электрод можно тоже по-разному, в противоположных направлениях: от себя или к себе.
Если материал требует глубокого прогрева, то электродом ведут к себе. В след за ним в направлении сварщика тянется рабочая зона. Образующийся шлак накрывает место сплава.
Если работа не предполагает сильного прогревания, то электрод перемещают от себя. За ним «ползет» сварочная зона. Глубина разогрева при таком исполнении шва минимальна. С направлением вопрос ясен.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.
Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Нормативы и понятие катета
Сварной шов начинает формироваться в рабочей зоне при расплавленном состоянии металлов, и окончательно образуется после застывания.
Существующая классификация группирует швы по различным признакам: типу соединения деталей, образующейся форме шва, его протяженности, количеству слоев, ориентации в пространстве.
Типы возможных сварных соединений отображены в стандарте для ручной и дуговой сварки ГОСТ 5264. Соединения, выполняемые дуговой сваркой в атмосфере защитного газа нормированы документом ГОСТ 14771.
В ГОСТах имеется обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности значения катета сварочного шва.
Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
У деталей неравномерной толщины за основу берут площадь сечения детали в самой тонкой ее части. Не следует пытаться неоправданно увеличивать катет. Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.
Проверка размеров катета проводится с помощью универсальных справочных шаблонов, представленных в специальной литературе.
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Форма и протяженность
Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Обработка сварного соединения
При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
Если сварка выполняется несколькими проходками, то зачистка швов выполняется после каждого этапа сварки. При этом используют любые способы. Сначала сваренные детали оббивают молотком и чистят жесткой щеткой.
Затем проводят грубую зачистку. Мелкие детали чистят специальными ножами или шлифовальными кругами. Крупные болванки чистят на станках. На завершающей стадии место сварного соединения полируют.
Часто для этого применяют фибровый круг шлифовальной машины. Существуют другие способы полировки сварных соединений.
Сварочное дело постоянно развивается. Появляются новые материалы, совершенствуется технология. Необходимо следить за новостями в сварочном деле, чтобы узнавать много нового и интересного.
Источник: https://svaring.com/welding/teorija/svarochnye-shvy
5. Пример определения Режима сварки
Задание.Определить режим ручной электродуговойсварки
Параметрысварного соединения:
Угловойшов У4. Материал: :углеродистая стальСт 4, толщина листа 3 мм, длина шва 2500 мм
Всоответствии с Табл. 1 для углеродистойстали выбираем тип электрода. это Ст-8с покрытием МР-3 Коэффициент наплавки
8,5 г/Ачас
Какуказано в методическом пособии, диаметрэлектрода выбираем равным толщине листаd=3 мм
Поформуле (1) рассчитываем ток =50×3=150А
Напряжениеберем U=26 В
Дляуглового соединения У4 площадь поперечногосечения определяем по формуле (2)
=1,4 x0,5×9,0=6,3 мм2
Скоростьсварки в (м/ч) определяем по формуле (3)величину =8,5гА/ч берем из Табл. 1
м/ч
Основноетехнологическое время определяем поформуле (4)
Длинашва
Расходи количество электродов определяют поформулам (6 и7)
г
Литература
-
Технология конструкционных материалов. Под ред. А.М. Дальского. М.: Машиностроение, 2005 г.
-
Справочник технолога-машиностроителя. Под редакцией А.Г.Косиловой и др. Издание 4. М.: Машиностроение, 1985, 496с.
-
Грановский Г.И., Грановский В.Г. Резание металлов. Учебник. М.: Высш. Школа,1985 г.
Приложение1
Таблица 1
Выбор электродов для сварки сталей
| Вид стали,марка | Вид электрода | Коэффициент наплавки, г/Ачас | |
| Марка сварочной проволоки | Марка электродного покрытия | ||
| Низко- и высоко-легированные углеродистые стали (Ст3….Ст25) | Св-08 | МР-3илиАНО-4с | 8,5 |
| Низко-легированныестали (12ГС,15ХСНД,14ХГС и др.) | Св-10ГНилиСв-08ХМ | Э138/50нилиЦЛ-45 | 9,0 |
| Высоко-легированныестали (08Х18Н10Т,08Х12Н7К7М4 и др.) | Св-10Х16Н25АМ6 | ЭА-400/10УилиЭА-395/9 | 11,0 |
Типы сварных соединений
| Условное обозначениесоединения | Характер сварногосоединения | ТолщинаСвариваемыхДеталей ,мм | |
| C2 | Односторонний шов | без скосакромок | 1…4 |
| C8 | Односторонний шов | со скосомодной кромки | 3…60 |
| C25 | Двухсторонний шов | со скосомдвух кромок | 8…120 |
| У4 | Односторонний угловой шов | без скосакромок | 1…30 |
| У5 | Двухсторонний угловой шов | без скосакромок | 2…30 |
| У6 | Односторонний угловой шов | со скосомодной кромки | 3…60 |
| У7 | Двухсторонний угловой шов | со скосомодной кромки | 3…60 |
Приложение2
Варианты задания по ручной электродуговой сварке
| НомераВариантов | Характеристика материалов | Типсоединения | Длинашва,мм | |
| Вид стали, марка | толщина стенки, мм | |||
| 1 | Высокоуглеродистая сталь, Ст20 | 3 | С2 | 140 |
| 2 | Легированная сталь, 14ХГС | 3 | С2 | 190 |
| НомераВариантов | Характеристика материалов | Типсоединения | Длинашва,мм | |
| Вид стали, марка | толщина стенки, мм | |||
| 3 | Низкоуглеродистая сталь, Ст5 | 6 | У4 | 100 |
| 4 | Высокоуглеродистая сталь, Ст20 | 6 | У4 | 140 |
| 5 | Легированная сталь, 14ХГС | 6 | У4 | 190 |
| 6 | Низкоуглеродистая сталь, Ст5 | 3 | С8 | 100 |
| 7 | Низкоуглеродистая сталь, Ст5 | 3 | С8 | 140 |
| 8 | Высокоуглеродистая сталь, Ст20 | 6 | С8 | 190 |
| 9 | Легированная сталь, 14ХГС | 6 | С8 | 130 |
| 10 | Низкоуглеродистая сталь, Ст5 | 3 | С2 | 100 |
| 11 | Высокоуглеродистая сталь, Ст20 | 4 | У4 | 140 |
| 12 | Легированная сталь, 14ХГС | 4 | У4 | 190 |
| 13 | Низкоуглеродистая сталь, Ст5 | 4 | С2 | 100 |
| 14 | Легированная сталь, 14ХГС | 4 | С2 | 130 |
| 15 | Высокоуглеродистая сталь, Ст20 | 4 | С8 | 140 |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
Источник: https://StudFiles.net/preview/3864649/page:3/
Гост 5264-80 ручная дуговая сварка. соединения сварные. основные типы, конструктивные элементы и размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Manual arc welding. Welding joints. Main types, design elements and dimensions
Дата введения 1981-07-01
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-54.
Таблица 1
Таблица 2
| ГОСТ 5264-80-С1 |
Таблица 3
| ГОСТ 5264-80-С28 |
Таблица 4
| ГОСТ 5264-80-С3 |
Таблица 5
| ГОСТ 5264-80-С2 |
Таблица 6
| ГОСТ 5264-80-С4 |
Таблица 7
| ГОСТ 5264-80-С5 |
Таблица 8
| ГОСТ 5264-80-С6 |
Таблица 9
| ГОСТ 5264-80-С7 |
Таблица 10
| ГОСТ 5264-80-С42 |
Таблица 11
| ГОСТ 5264-80-С8 |
Таблица 12
| ГОСТ 5264-80-С9 |
Таблица 13
| ГОСТ 5264-80-С10 |
Таблица 14
| ГОСТ 5264-80-С11 |
Таблица 15
| ГОСТ 5264-80-С12 |
Таблица 16
| ГОСТ 5264-80-С13 |
Таблица 17
| ГОСТ 5264-80-С14 |
Таблица 18
| ГОСТ 5264-80-С15 |
Таблица 19
| ГОСТ 5264-80-С16 |
Таблица 20
| ГОСТ 5264-80-С43 |
Таблица 21
| ГОСТ 5264-80-С17 |
Таблица 22
| ГОСТ 5264-80-С18 |
Таблица 23
| ГОСТ 5264-80-С19 |
Таблица 24
| ГОСТ 5264-80-С20 |
Таблица 25
| ГОСТ 5264-80-С21 |
Таблица 26
| ГОСТ 5264-80-С45 |
Таблица 27
| ГОСТ 5264-80-С23 |
Таблица 28
| ГОСТ 5264-80-С24 |
Таблица 29
| ГОСТ 5264-80-С25 |
Таблица 30
| ГОСТ 5264-80-С26 |
Таблица 31
| ГОСТ 5264-80-С27 |
Таблица 32
| ГОСТ 5264-80-С39 |
Таблица 33
| ГОСТ 5264-80-С40 |
Таблица 34
| ГОСТ 5264-80-У1 |
Таблица 35
| ГОСТ 5264-80-У2 |
Таблица 36
| ГОСТ 5264-80-У4 |
Таблица 37
| ГОСТ 5264-80-У4 |
Таблица 38
| ГОСТ 5264-80-У5 |
Таблица 39
| ГОСТ 5264-80-У5 |
Таблица 40
| ГОСТ 5264-80-У6 |
Таблица 41
| ГОСТ 5264-80-У7 |
Таблица 42
| ГОСТ 5264-80-У8 |
Таблица 43
| ГОСТ 5264-80-У9 |
Таблица 44
| ГОСТ 5264-80-У10 |
Таблица 45
| ГОСТ 5264-80-Т1 |
Таблица 46
| ГОСТ 5264-80-Т3 |
Таблица 47
| ГОСТ 5264-80-Т6 |
Таблица 48
| ГОСТ 5264-80-Т7 |
Таблица 49
| ГОСТ 5264-80-Т2 |
Таблица 50
| ГОСТ 5264-80-Т8 |
Таблица 51
| ГОСТ 5264-80-Т9 |
Таблица 52
| ГОСТ 5264-80-Т5 |
Таблица 53
| ГОСТ 5264-80-Н1 |
Таблица 54
| ГОСТ 5264-80-Н2 |
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 55
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
| Черт. 1 |
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
| Черт. 2 |
| Черт. 3 |
| Черт. 4 |
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
- 0,5 мм — для деталей толщиной до 4 мм;
- 1,0 мм — для деталей толщиной 4 -10 мм;
- 0,1 s, но не более 3 мм — для деталей толщиной 10-100мм;
- 0,01 s + 2 мм, но не более 4 мм — для деталей толщиной более 100мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g1 не более:
- 1,0 мм — для деталей толщиной до 60 мм;
- 2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
https://www.youtube.com/watch?v=qBf24cIxYuU
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кn (черт. 5), установленного при проектировании.
| Черт. 5 |
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве — меньший.
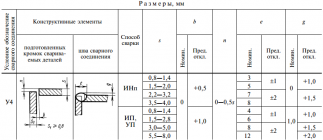
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8-1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
При этом соответственно может быть изменена ширина шва е, е1.
Приложение 1
Рекомендуемое
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
Приложение 3
Рекомендуемое
«,»author»:null,»date_published»:null,»lead_image_url»:»https://1.bp.blogspot.com/-rhtW9Ys_G0c/WYHk8ZGBgDI/AAAAAAAAAnY/MDcKa9sD70YrAxC6f0LY7NbmXoORsv48wCLcBGAs/w1200-h630-p-k-no-nu/%25D1%2582%25D0%25B0%25D0%25B1%25D0%25BB%25D0%25B8%25D1%2586%25D0%25B01.1.png»,»dek»:null,»next_page_url»:null,»url»:»https://www.sapr-svarka.ru/2017/08/GOST-5264-80-manual-arc-welding.html»,»domain»:»www.sapr-svarka.ru»,»excerpt»:»ÐÐСТ 5264-80 Ð ÑÑÐ½Ð°Ñ Ð´ÑÐ³Ð¾Ð²Ð°Ñ ÑваÑка. Ð¡Ð¾ÐµÐ´Ð¸Ð½ÐµÐ½Ð¸Ñ ÑваÑнÑе. ÐаÑÑоÑÑий ÑÑандаÑÑ ÑÑÑÐ°Ð½Ð°Ð²Ð»Ð¸Ð²Ð°ÐµÑ Ð¾ÑновнÑе ÑипÑ, конÑÑÑÑкÑивнÑе ÑлеменÑÑ Ð¸ ÑазмеÑÑ ÑваÑнÑÑ Ñоединений из ÑÑалей, а Ñакже Ñплавов на…»,»word_count»:829,»direction»:»ltr»,»total_pages»:1,»rendered_pages»:1}
Источник: https://www.sapr-svarka.ru/2017/08/GOST-5264-80-manual-arc-welding.html