
Содержание
Pereosnastka.ru
Сварка легированных и углеродистых закаливающихся сталей
Категория:
Сварка металлов
Сварка легированных и углеродистых закаливающихся сталей
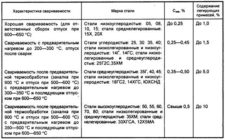
К сталям, интенсивно закаливающимся при сварке с образованием мартенситной и промежуточных структур, относятся следующие группы сталей: – конструкционные низко- и среднелегированные среднеуглеро-дистые стали с содержанием углерода до 0,5%.
Эти стали отличаются высокой прочностью в сочетании с удовлетворительной пластичностью за счет комплексного легирования. К ним относятся стали перлитного класса 35Х, 40Х, 35Г2, 50Г2, ЗОХГТ, ЗОХГСА, 35ХГСНА и мартенситного класса ЗЗХЗНВФМА, 30Х2НМФА и др.
; – жаропрочные и жаростойкие стали 15X5, 15Х5МА, 15Х5ВФ, 20ХЗМВФ, ЗОХМА, 38ХМЮА, 25Х1М1Ф и др.; – средне- и высокоуглеродистые стали 30, 35, 40, 45, 50, 60, 25Г, 35Г, 45Г.
Высокоуглеродистые стали в сварных конструкциях, как правило, не используют. Необходимость их сварки возникает при наплавке и ремонте.
Характерными общими трудностями при сварке этих сталей являются: – образование закалочных структур при охлаждении после сварки и в связи с этим склонность к холодным трещинам; – опасность образования горячих трещин; – разупрочнение металла сварочного соединения по сравнению с основным металлом.
В зависимости от степени легирования и содержания углерода эти стали относятся к удовлетворительно, ограниченно или плохо сваривающимся сталям (см. табл. 2).
трудность при сварке этих сталей — образование закалочных структур и холодных трещин, поэтому основные металлургические и технологические меры по обеспечению качества сварных соединений основываются на устранении этой трудности и являются общими для большинства рассматриваемых сталей.
Основные меры по обеспечению качественного сварного соединения. До- сварки- при составлении технологии главное внимание должно быть уделено рациональному выбору материалов: основного и присадочного металла, защитных средств. Основной металл с пониженным содержанием углерода и примесей (серы, фосфора) обладает более высокой стойкостью против холодных и горячих трещин.
Для повышения пластичности сварного шва и увеличения сопротивляемости трещинам содержание углерода в присадочном металле должно быть менее 0,15%; целесообразно предусмотреть более широкую разделку кромок, чтобы обеспечить формирование шва в основном за счет более’пластичного присадочного металла. Высокая технологическая прочность сварного шва достигается при ограничении содержания легирующих элементов в присадочной проволоке до следующих пределов, %: 0,15 С; 0,5 Si; 1,5 МП; 1,5 Gr; 2,5 Ni; 0,5 V; 1,0 Mg; 0,5 Nb.
В качестве защитных средств необходимо использовать покрытия и флюсы основного типа, а также инертные газы (для легированных сталей). Для уменьшения сварочных напряжений, являющихся одной из причин образования трещин, необходимо при конструировании избегать жестких узлов, скоплений швов, пересекающихся и близко расположенных швов.
Во время сварки предусматриваются следующие технологические меры:1. Тщательная подготовка и сборка под сварку, минимальное смещение кромок (менее 10—15% толщины), минимальный зазор, качественные прихватки и зачистка кромок;2. Регулирование термического цикла сварки для обеспечения требуемой скорости охлаждения шва и зоны термического влияния.
Скорость охлаждения регулируют изменением режимов сварки (величина тока, скорость сварки, погонная энергия), применением специальных технологических приемов (сварка короткими и длинными участками, наложение отжигающего валика, сварка горкой, каскадом и др.) и применением подогрева, который может быть предварительным, сопутствующим и последующим.
Подогрев является наиболее радикальным способом регулирования скорости охлаждения и его используют, когда регулированием режимов сварки и специальными технологическими приемами не удается обеспечить требуемую скорость охлаждения и структуру сварного соединения. Чем выше содержание углерода и легирующих элементов, тем выше температура подогрева.3.
Уменьшение содержания водорода в сварном шве, так как водород является одной из главных причин образования холодных трещин.
Это достигается применением электродов с фтористо-кальциевыми покрытиями и основных флюсов, защитных газов с пониженной влажностью; сваркой на постоянном токе обратной полярности; тщательной подготовкой под сварку свариваемого и присадочного металла (зачистка, обезвоживание) и защитных материалов (сушка, прокалка).
4. Рациональная последовательность наложения швов с целью уменьшения остаточных напряжений и деформаций.
После сварки для предотвращения холодных трещин производят незамедлительно высокий отпуск для снятия остаточных напряжений и стабилизации структуры.
Для обеспечения равнопрочности сварного соединения после сварки производят полную термообработку изделия, которая заключается в закалке и последующем высоком отпуске или в нормализации.
Если габариты изделия и имеющееся оборудование допускают полную термообработку, то химический состав металла шва должен быть близок химическому составу основного металла.
Если полная термообработка невозможна, то проблема равно-прочности решается подбором режимов сварки и легированием через присадочную проволоку.
При сварке закаливающихся сталей применяют в основном виды сварки плавлением — ручную дуговую, под флюсом, в защитных газах, электронно-лучевую, электрошлаковую с использованием сварочных материалов, обеспечивающих заданную прочность и химический состав сварного шва.
Читать далее:
Сварка высоколегированных сталей
Источник: http://pereosnastka.ru/articles/svarka-legirovannykh-i-uglerodistykh-zakalivayushchikhsya-stalei
Сварка средне- и высокоуглеродистых сталей
Конструкции из среднеуглеродистой стали могут быть хорошо сварены при непременном соблюдении правил сварки, а также следующих дополнительных указаний.
В стыковых, угловых и тавровых соединениях следует при сборке соединяемых элементов сохранять между кромками зазоры, предусмотренные ГОСТ, чтобы сварочная поперечная усадка происходила более свободно и не вызывала кристаллизационных трещин.
Кроме того, начиная с толщины стали 5 мм и более, в стыковых соединениях делают разделку кромок, и сварку ведут в несколько слоев. Сварочный ток понижают.
Сварка высокоуглеродистой стали
Сварка высокоуглеродистых сталей марок ВСт6, 45, 50 и 60 и литейных углеродистых сталей с содержанием углерода до 0,7 % еще более затруднительна. Эти стали применяют главным образом в литых деталях и при изготовлении инструмента.
Сварка их возможна только с предварительным и сопутствующим подогревом до температуры 350-400 °С и последующей термообработкой в нагревательных печах.
При сварке должны соблюдаться правила, предусмотренные для среднеуглеродистой стали, этот процесс мы рассмотрим ниже.
Технологии сварки высокоуглеродистых сталей
Хорошие результаты достигаются при сварке узкими валиками и небольшими участками с охлаждением каждого слоя. После окончания сварки обязательна термическая обработка.
Сварка среднеуглеродистой стали
Сварка среднеуглеродистой стали марок ВСт5, 30, 35 и 40, содержащей углерода 0,28-0,37 % и 0,27- 0,45%, более затруднена, так как с увеличением содержания углерода ухудшается свариваемость стали.
Применяемую для арматуры железобетона среднеуглеродистую сталь марок ВСт5пс и ВСт5сп сваривают ванным способом и обычными протяженными швами при соединении с накладками (рис. 16.1).
Для сварки концы соединяемых стержней должны быть подготовлены: для ванной сварки в нижнем положении- обрезаны резаком или пилой, а при вертикальной сварке — разделаны. Кроме того, они должны быть зачищены в местах соединения на длину, превышающую на 10-15 мм сварной шов или стык.
Сварка производится электродами Э42А, Э46А и Э50А для протяженных валиковых швов. При температуре воздуха до минус 30 °С необходимо увеличивать силу
Рис. 16.1. Сварка стыков арматуры железобетона: а — ванная; 1 — горизонтальных; 2 — вертикальных; б — шовная
сварочного тока на 1 % при понижении температуры от 0°С на каждые 3°С. Кроме того, следует применять предварительный подогрев соединяемых стержней до 200-250 °С на длину 90-150 мм от стыка и снижать скорость охлаждения после сварки, обматывая стыки асбестом, а в случае ванной сварки не снимать формующих элементов до охлаждения стыка до 100 °С и ниже.
При более низкой температуре окружающего воздуха (от -30 до — 50 °С) следует руководствоваться специально разработанной технологией сварки, предусматривающей предварительный и сопутствующий подогрев и последующую термическую обработку стыков арматуры либо сварку в специальных тепляках.
Сварку других конструкций из среднеуглеродистой стали марок ВСт5, 30, 35 и 40 следует вести с соблюдением тех же дополнительных указаний.
Стыки рельсовых путей обычно сваривают ванной сваркой с предварительным подогревом и последующим медленным охлаждением аналогично стыкам арматуры.
При сварке других конструкций из этих сталей следует применять предварительный и сопутствующий подогрев, а также последующую термическую обработку.
Электроды
Сварку ведут электродами диаметром не более 4-5 мм постоянным током обратной полярности, что обеспечивает меньшее расплавление кромок основного металла и, следовательно, меньшую его долю и меньшее содержание С в металле шва.
Для сварки применяют электроды Э42А, Э46А или Э50А.
В стальных стержнях электродов содержится немного углерода, поэтому при их расплавлении и перемешивании с небольшим количеством среднеуглеродистого основного металла в шве углерода будет не более 0,1-0,15 %.
При этом металл шва легируется Мn и Si за счет расплавляемого покрытия и таким образом оказывается равнопрочным основному металлу. Сварку металла толщиной более 15 мм ведут «горкой», «каскадом» или «блоками» для более медленного охлаждения.
Применяют предварительный и сопутствующий подогрев (периодический подогрев перед сваркой очередного «каскада» или «блока» до температуры 120-250°С). Конструкции, изготовленные из стали марок ВСт4пс, ВСт4сп и из стали 25 толщиной не более 15 мм и не имеющие жестких узлов, обычно сваривают без подогрева.
В других случаях требуются предварительный и сопутствующий подогрев и даже последующая термическая обработка. Дугу зажигают только в месте будущего шва. Не должно быть незаваренных кратеров и резких переходов от основного к наплавленному металлу, подрезов и пересечений швов.
Выводить кратеры на основной металл запрещается. На последний слой многослойного шва накладывают отжигающий валик.
Источник: https://www.metalcutting.ru/content/svarka-sredne-i-vysokouglerodistyh-staley
Сталь марки 40Х: характеристики, закалка, ГОСТы и применение в промышленности
Машиностроение, приборостроение, станкостроение и другие области промышленности в процессе производства используют огромное количество материалов как классических, известных десятки и сотни лет, так и совершенно новых, современных.
К числу классических и широко распространенных материалов относится сталь.
Классификация сталей по химическому составу предусматривает их разделение на легированные (с введением легирующих элементов, обеспечивающих сплаву необходимые механические и физические свойства) и углеродистые.
Сталь 40х относится к конструкционным легированным сплавам. Слово «конструкционная» указывает на то, что материал используется для изготовления разнообразных механизмов, конструкций и деталей, применяемых в машиностроении и строительстве, и обладает определенным набором химических, физических и механических свойств.
Химический состав
Цифра 40 в маркировке свидетельствует о том, что процентное содержание углерода в сплаве колеблется в пределах от 0.36 до 0.44, а буквенное обозначение х указывает на наличие легирующего элемента хрома в количестве не менее 0.8 и не более 1.
1 процента. Легирование стали хромом придает ей свойство устойчивости к коррозии в окислительной среде и атмосфере. Говоря другими словами, сталь приобретает нержавеющие свойства.
Кроме того, хром определяет структуру сплава, его технологические и механические характеристики.
Остальные химические элементы входят в состав стали х 40 в следующем количестве:
- не более 97% железа;
- 0,5 — 0,8% марганца;
- 0,17 — 0,37% кремния;
- не более 0,3% меди;
- не более 0,3% никеля;
- не более 0,035% фосфора;
- не более 0,035% серы.
Физические характеристики
Почти все физические свойства металлов прямо или обратно пропорционально зависят от температуры. Такие показатели, как удельное сопротивление, коэффициент линейного расширения и удельная теплоемкость возрастают с ростом температуры, а плотность стали, ее модуль упругости и коэффициент теплопроводности, наоборот, падают при увеличении температуры.
Еще одна физическая характеристика, называемая массой, не зависит практически ни от чего. Образец можно подвергать термической обработке, охлаждать, обрабатывать, придавать ему различную форму, а масса при этом будет оставаться величиной неизменной.
Физические показатели всех известных марок отечественных сталей и сплавов, в том числе и описываемой марки, сведены в таблицы и размещены в справочниках по металловедению.
Влияние термической обработки на качество
Сталь в исходном состоянии представляет собой довольно пластичную массу и поддается обработке путём деформирования. Ее можно ковать, штамповать, вальцевать.
Для изменения механических свойств и достижения необходимых качеств применяется термическая обработка металла.
Суть термической или тепловой обработки заключается в применении совокупности операций по нагреву, выдержке и охлаждению твердых металлических сплавов.
В результате такой обработки сплав изменяет свою внутреннюю структуру и приобретает определенные, необходимые производителю и потребителю, свойства.
Критические точки
Критические точки — это температуры, при которых изменяется структура стали и ее фазовое состояние. Вычислены в 1868 году русским металлургом и изобретателем Дмитрием Константиновичем Черновым, поэтому иногда их называют точками Чернова.
Обозначают такие точки буквой А. Нижняя точка А1 соответствует температуре, при которой аустенит превращается в перлит при охлаждении или перлит в аустенит при нагреве. Точка А3 — верхняя критическая точка, соответствующая температуре, при которой начинается выделение феррита при охлаждении или заканчивается его растворение при нагреве.
Если критическая точка определяется при нагреве, то к букве «А» добавляется индекс «с», а при охлаждении — индекс «r».
Для данной стали определена следующая температура критических точек:
- 743*С — Ас1;
- 815*С — Ас3;
- 730*C — Аr3;
- 693*C — Ar1.
Алгоритм термообработки стали и сплавов:
- отжиг:
- закалка;
- отпуск;
- нормализация;
- старение;
- криогенная обработка.
Термообработка для стали 40х. Характеристика температурного режима в соответствии с требованиями ГОСТ 4543–71:
- закалка стали 40х в масляной среде при температуре 860*С;
- отпуск в воде или масле при температуре 500*С.
В результате такой термической обработки данная сталь приобретает повышенную твердость (число твердости НВ не более 217), высокий предел прочности при разрыве (980 Н/м2) и ударную вязкость 59 Дж/см2.
Предел текучести
Говоря о механических свойствах, нужно обязательно упомянуть о такой важной характеристике, как предел текучести. Если приложенная нагрузка слишком велика, то конструкция или ее детали начинают деформироваться и в металле возникают не упругие (полностью исчезающие, обратимые), а пластические (необратимые остаточные) деформации. Говоря другими словами, металл «течет».
Предел текучести — это граница между упругими и упругопластическими деформациями. Значение предела текучести зависит от множества факторов: режима термической обработки, наличия примесей и легирующих элементов в стали, микроструктуры и типа кристаллической решетки, температуры.
В металловедении различают понятия физического и условного предела текучести.
Физический предел текучести — это такое значение напряжения, при котором деформация испытываемого образца увеличивается без увеличения приложенной нагрузки. В справочниках эта величина обозначается σт и для марки 40х ее значение не менее 785 Н/мм2 или 80 КГС/мм2.
Следует отметить, что пластические (необратимые) деформации появляются в металле не мгновенно, а нарастают постепенно, с увеличением приложенной нагрузки. Поэтому, с точки зрения технологии, уместнее применение термина «условный (технический) предел текучести».
Условным (или техническим) пределом текучести называется напряжение, при котором опытный образец получает пластическое (необратимое) удлинение своей расчетной длины на 0.2%. В таблицах эта величина обозначается как σ 0,2 и для стали 40х составляет:
- при температуре от 101 до 200*С — 490 МПа;
- при температуре от 201 до 300*С — 440 МПа;
- при температуре от 301 до 500*С — 345 МПа.
Технологические характеристики
Подводя итог, можно охарактеризовать сталь 40х как твердый и прочный материал, выдерживающий большие нагрузки без разрушений. ПК числе положительных свойств относятся:
- устойчивость к температурным колебаниям;
- отличные коррозионные свойства;
- высокие показатели прочности.
Наряду с этими качествами, у данного материала есть, к сожалению, и недостатки. К ним относятся:
- трудности при сваривании;
- склонность к отпускной хрупкости;
- чувствительность к образованию флокенов.
После подогрева с последующей термообработкой описываемая сталь поддается ручной дуговой сварке (РДС) и электрошлаковой сварке (ЭШС). Если применяется контактная точечная сварка (КТС), то необходима последующая термическая обработка.
Медленное охлаждение конструкционной легированной стали 40х после отпуска приводит к ее хрупкости. Этот недостаток отсутствует при быстром охлаждении, но в этом случае могут возникнуть внутренние напряжения, вызывающие деформацию.
Флокеночувствительность — это склонность металла к образованию внутренних дефектов (полостей и трещин), так называемых флокенов. Для устранения этого недостатка сплав вакуумируют в ковше с одновременной продувкой аргоном и электродуговым подогревом.
Ассортимент металлопроката
Сталь 40х производится и поставляется на рынок в следующем виде:
- сортовой прокат (в том числе фасонный) по ГОСТам 4543−71, 2591−2006, 2590−2006, 10702−78 и 2879−2006;
- серебрянка и шлифованный пруток по ГОСТу 14955−77;
- пруток калиброванный по ГОСТам 8559−75, 7417−75, 1051−73 и 8560−78;
- полоса по ГОСТам 82−70, 103−2006 и 1577−93;
- трубы по ГОСТам 13663−86, 8731−74, 8733−74;
- поковки по ГОСТу 8479−70;
- лист толстый по ГОСТам 19903−74и1577−93.
Известно достаточное количество отечественных (40ХР, 40ХС, 40ХН, 40ХФ, 38ХА, 45Х) и зарубежных аналогов описываемой марки стали.
Область применения
Благодаря своим свойствам сталь 40х широко применяется в различных областях промышленности.
Ее используют при изготовлении кулачковых и коленчатых валов, осей и полуосей, штоков, плунжеров, вал-шестерней, шпинделей, колец, оправок, болтов, реек, втулок и других деталей, к прочности которых предъявляются повышенные требования.
Также используется эта сталь для изготовления конструкций, эксплуатируемых в условиях низких температур внешней среды, например, при сооружении авто- и железнодорожных мостов в северных широтах.
Источник: https://tokar.guru/metally/stal/harakteristiki-osobennosti-termoobrabotki-i-primenenie-stali-40h.html
Технология и особенности сварки стали
В современной промышленности применяется самая разнообразная сталь для сварных конструкций.
Она может быть нержавеющей и обычной, с высоким или низким содержанием углерода, жаростойкие и так далее.
Для их сварки используют различные технологии, но наиболее проста сварка полуавтоматом или инвертором. В этой статье мы расскажем об особенностях популярных типов сталей и о том, как их варить.
Сварка инструментальной стали
Инструментальная сталь — тип стали, содержащий в своем составе менее 1% углерода. Такая сталь твердая и прочная, но не износостойкая, поэтому ее используют только при изготовлении инструментов. К тому же, она отличается невысокой закупочной ценой, что делает производство прибыльным.
Рекомендуется варить инструментальную сталь специальным электродом и с помощью инвертора. Электроды должны быть предназначены именно для работы с данным типом сталей. Мы рекомендуем стержни УОНИ-13/НЖ/20Х13 и сварочный инвертор средней ценовой категории. Будьте готовы к тому, что сварка инструментальной стали потребует от вас много сил и терпения. Это связано с низким содержанием углерода.
Сварка конструкционной стали
Конструкционная сталь используется куда чаще, чем инструментальная. Из нее изготавливают все: от мелких деталей до заводских станков. Именно к данной категории относится сварка 40х стали, стали 30хгса, стали 35хгса и прочих других марок.
Что из себя представляет конструкционная сталь? По составу это очень интересный металл. Он состоит из различных примесей, в частности фосфора и серы. Чем этих компонентов больше в составе, тем ненадежнее будет сталь, так что нужно следить за этим показателем. Конструкционная сталь может быть обыкновенной, качественной, высококачественной и особо высококачественной.
Как вы понимаете, последний тип конструкционной стали содержит минимум примесей, за счет чего удается получить по-настоящему качественный и прочный металл.
Ну а в обычной конструкционной стали примесей больше всего, она считается самой недолговечной.
Кстати, у этой классификации есть еще отдельные подгруппы (они отличаются по наличию в составе некоторых дополнительных химических компонентов). Но мы не будем подробно расписывать классификацию, чтобы не запутать вас.
Именно из-за возможной хрупкости конструкционной стали из нее чаще всего изготавливают изделия, которые не будут подвергаться серьезным механическим нагрузкам в процессе работы. Теперь перейдем к теме, как выполняется сварка изделий из конструкционной стали, например, сварка стальных труб.
Для начала нужно прокалить заготовку в печи. Так вы добьетесь большей пластичности металла и устраните его чрезмерное напряжение.
Как и в предыдущем случае, рекомендуем использовать инвертор и электроды с покрытием. Для наших целей отлично подойдут стержни марки УОНИ 13/55.
Их можно легко найти в любом магазине, они стоят недорого и с их помощью возможна даже сварка стальных трубопроводов, не говоря о более мелких изделиях.
Сварка легированной стали
Легированные стали одни из самых популярных. Их главная особенность — это состав. В него добавляют различные легирующие компоненты, благодаря которым стали можно придать желаемые свойства и характеристики. Проще говоря, за счет легирующих добавок появляется возможность подстроить состав под свои нужды.
При необходимости такую сталь можно сделать прочнее, долговечнее и лучше. Вы в прямом смысле можете изменить ее физико-химические свойства, просто добавив в состав легирующие элементы.
Еще несколько достоинств легированной стали: повышенная жаропрочность, устойчивость к коррозии (не на уровне нержавейки, конечно, но все же устойчивость высокая). Для сварки такого типа сталей можно применять дуговую сварку и электроды, в составе которых содержится фтор и кальций. Но мы рекомендуем газовую сварку. Она сложнее, но при этом позволяет получить лучшее качество соединения.
Технология газовой сварки, конечно, отличается от классической сварки полуавтоматом или инвертором. Здесь тепло образуется не за счет электрической дуги, а за счет сварочного пламени.
Оно образуется в момент, когда горючий газ смешивается с кислородом и сгорает. Технология сварки углеродистых сталей с помощью газа требует сноровки и опыта. Но это не значит, что вы не можете экспериментировать.
Потренируйтесь на ненужном куске металла перед тем, как выполнить основные работы.
Сварка низколегированной стали
Низколегированные (они же зачастую и низкоуглеродистые) стали — металлы, содержащие в своем составе крайне небольшое количество легирующих элементов (обычно, не более 2-3%). В большей степени состоят из железа, небольшого количества углерода и различных примесей.
К низколегированным сталям принято относить кремний, никель, вольфрам, алюминий, медь и многие другие металлы. Кстати, на нашем сайте мы посвятили несколько статей сварке алюминия и особенностям проведения работ. Мы также рассказывали о сварке меди. Прочтите эти статьи, чтобы войти в курс дела.
Источник: https://svarkaed.ru/svarka/svarka-metallov/tehnologiya-i-osobennosti-svarki-stali.html
Сталь 40Х: характеристики, применение, твердость и свариваемость стали 40Х
Марка стали: 40Х (заменители 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР).
Класс: сталь конструкционная легированная.
Использование в промышленности: оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности..
Твердость: HB 10 -1 = 217 МПа
Свариваемость материала: трудносвариваема. Способы сварки: РДС, ЭШС, необходимы подогрев и последующая термообработка. КТС — необходима последующая термообработка.
Температура ковки, oС: начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе.
Флокеночувствительность: чувствительна.
Склонность к отпускной хрупкости: склонна.
Вид поставки:
- Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Полоса ГОСТ 103-2006, ГОСТ 1577-93, ГОСТ 82-70.
- Поковки ГОСТ 8479-70.
- Трубы ГОСТ 8731-74, ГОСТ 8733-74, ГОСТ 13663-86.
| Зарубежные аналоги марки стали 45 | |
| США | 5135, 5140, 5140H, 5140RH, G51350, G51400, H51350, H51400 |
| Германия | 1.7034, 1.7035, 1.7045, 37Cr4, 41Cr4, 41CrS4, 42Cr4 |
| Япония | SCr435, SCr435H, SCr440, SCr440H |
| Франция | 37Cr4, 38C4, 38C4FF, 41Cr4, 42C4, 42C4TS |
| Англия | 37Cr4, 41Cr4, 530A36, 530A40, 530H36, 530H40, 530M40 |
| Евросоюз | 37Cr4, 37Cr4KD, 41Cr4, 41Cr4KD, 41CrS4 |
| Италия | 36CrMn4, 36CrMn5, 37Cr4, 38Cr4KB, 38CrMn4KB, 41Cr4, 41Cr4KB |
| Бельгия | 37Cr4, 41Cr4, 45C4 |
| Испания | 37Cr4, 38Cr4, 38Cr4DF, 41Cr4, 41Cr4DF, 42Cr4, F.1201, F.1202, F.1210, F.1211 |
| Китай | 35Cr, 38CrA, 40Cr, 40CrA, 40CrH, 45Cr, 45CrH, ML38CrA, ML40Cr |
| Швеция | 2245 |
| Болгария | 37Cr4, 40Ch, 41Cr4 |
| Венгрия | 37Cr4, 41Cr4, Cr2Z, Cr3Z |
| Польша | 38HA, 40H |
| Румыния | 40Cr10, 40Cr10q |
| Чехия | 14140 |
| Австралия | 5132H, 5140 |
| Южная Корея | SCr435, SCr435H, SCr440, SCr440H |
Сталь 40Х и ее характеристики
В нашей компании вы можете заказать разнообразные изделия из металла, используемые в быту, строительстве и в промышленности. От того, из какого материала создан металлопрокат, зависят его качества, свойства и характеристики.
Мы предлагаем вам ознакомиться с разнообразными видами стали. К примеру, марка стали 40Х, относящаяся к классу конструкционной легированной, пользуется особой популярностью. В данном разделе вы узнаете больше про этот материал.
Если у вас возникают вопросы по товарам или вы хотите сделать заказ, то звоните нашим специалистам! Менеджеры компании работают круглосуточно.
В данном материале имеется 0,40 процента углерода и меньше полутора процентов хрома.
Этот материал относится к трудносвариваемым. Вы можете осуществлять сваривание ручным дуговым методом и электрошлаковым, но в начале следует подогреть сталь, а после произвести термическую обработку. При контактной точечной сварке также требуется дальнейшая термическая обработка.
Твердость стали 40Х следующая: HB 10 -1 = 217 МПа.
Заменителями этого материала могут стать марки 45X, 38XA, 40XH, 40XC, 40ХФ, 40XP.
Если вы собираетесь ковать эту сталь, то в начале процесса нужно нагреть ее до 1 250 градусов по Цельсию, а в конце остудить до 800 градусов. Если ковке подвергались изделия сечением до 350 миллиметров, их нужно охлаждать на воздухе.
Больше информации вы можете узнать из таблиц, расположенных на сайте.
Применение 40Х
Она поставляется в виде сортового, а также фасонного проката. Вы можете найти прутья с разнообразными видами обработки поверхности, сделанные из этого материала. Также популярностью пользуется серебрянка и листы разной толщины. Из данной стали изготавливают и трубы, и полосы. Она используется для производства поковок ГОСТ 8479-70.
Этот материал широко применяется в промышленной сфере.
Сталь Ст 40Х используется для изготовления осей и стержней для передачи крутящего момента, вал-шестеренок, поршней, трубопроводной арматуры, колец, вращающихся деталей, инструментов для клепальных работ, измерительных устройств, болтов, деталей для аппаратов с вращающимися барабанами, деталей конической формы и прочих элементов. Сталь марки 40Х требуется, если нужно произвести улучшаемые изделия, имеющие повышенную прочность.
Источник: http://atl-met.ru/stal-40h