
Содержание
- 1 Методы сварки арматуры
- 2 Сварка арматуры внахлест ГОСТ
- 3 Особенности сварки внахлест
- 4 Сварка арматуры внахлест гост
- 4.1 Контактная сварка арматуры, оборудование и технологии
- 4.2 Соединение арматуры сваркой, преимущества
- 4.3 Сварка по ГОСТ 14098 91 – сфера применения
- 4.4 Сварка арматуры для фундамента
- 4.5 Электроды
- 4.6 Скоба-накладка
- 4.7 Соединение арматуры внахлест без сварки
- 4.8 Сварка арматуры внахлест, ГОСТ
- 4.9 Сварка или вязка?
- 4.10 Установка арматуры для фундамента
- 4.11 Сварка арматуры СНиП и ТБ
- 4.12 Цена работ
- 4.13 Книги по теме:
- 4.14 Нахлест арматуры при вязке (СНиП)
- 4.15 Типы соединения
- 5 Соединения арматуры внахлест: технологии соединения со сваркой и без использования сварочных процессов
- 6 Сварка арматуры по ГОСТ, сварка ванным способом, преимущества соединения арматуры сваркой
- 7 сварка арматуры согласно гост
Методы сварки арматуры
Главное требование, которое предъявляется к бетонным конструкциям – это прочность и долговечность. Чтобы монолитная постройка не деформировалась в ходе усадки, в процессе заливки бетонного раствора, устанавливается специальный металлический каркас – производится армирование бетона. Для создания такого армопояса используются стальные пруты, которые связываются между собой проволокой или свариваются. Сварка арматуры считается наиболее надежным креплением, поэтому рассмотрим ее подробнее.
Виды сварки арматуры по ГОСТ
Согласно нормативу ГОСТ 14098-91 стыкование арматуры бывает:
- электрошлаковым полуавтоматическим;
- ванно-шовным;
- электродуговым ручным;
- контактным;
- ванным.
При этом само сварное соединение может быть:
- нахлесточным (при электродуговой ручной сварке);
- стыковым;
- тавровым (точечная контактная сварка, для которой используется один электрод в ванне).
Рассмотрим наиболее распространенные методы сварки арматуры подробнее.
Сварка внахлест
Такая технология чаще всего используется для элементов армокаркаса, которые не подвергаются повышенным нагрузкам. Это означает, что подобная сварка арматуры для фундамента не подойдет. Тоже самое касается и конструкций, испытывающих большие нагрузки на изгибах. Подобный тип соединения считается самым ненадежным и наименее прочным.
Принцип такого стыкования металлических стержней заключается в соединении прутков в продольной плоскости, при смещении их концов до 30 см друг на друга. Чем больше делается нахлест, тем большей прочностью будет обладать свариваемая конструкция.
Сварка арматуры внахлест выполняется с двух сторон соединения, что может вызвать неудобства, если один из сварочных швов будет находиться сверху, а другой снизу. В этом случае до нижнего шва бывает очень сложно добраться.
Полезно! Чтобы стержни лучше стыковались их концы необходимо зачистить с помощью железной щетки и обработать абразивными инструментами, чтобы стыкуемые поверхности были плоскими.
Сваривать каркасы арматуры нужно в определенном режиме, который будет зависеть от сечения металлических стержней. Допустим, вы используете изделия диаметром 5-8 мм. В этом случае для сварки необходимо использовать электроды с сечением 3 мм. Для стержней на 8-10 мм, потребуется расходник на 4 мм. Если диаметр прутков более 10 мм, то применять нужно электроды диаметром 5 мм.
Полезно! Электроды для сварки арматуры внахлест можно использовать любые, но чаще всего строители применяют расходники АНО и МР.
Также необходимо учесть силу тока, которая потребуется для стержней разного диаметра:
- для стержней диметром 5 мм, потребуется 200 А;
- 6 мм – не более 250 А;
- 8 мм – 300 А;
- 10 мм – 350 А;
- 20 мм – 450 А.
Подробнее о нахлесточном соединении смотрите в видео:
Точечная контактная сварка
В этом случае процесс стыковки стрежней происходит в автоматизированном и механизированном режиме. Контактная сварка арматуры считается самой быстрой, за счет повышенной производительности. Однако, у этого метода есть два весомых недостатка:
- Варить стержни можно только в цеху, соответственно выполнять сварочные работы непосредственно на объекте невозможно.
- Сварочное оборудование отличается большой массой, а аппараты расходуют много электроэнергии.
Технология контактной сварки основывается на том, что ток хорошо проходит через металлические тела. В местах, где сопротивление повышенное (в точках стыкования стержней) происходит большее выделение тепловой энергии, за счет чего прутки плавятся и соединяются.
Существует два способа сварки контактного типа:
- непрерывное оплавление (применяется при использовании арматуры высшего класса А-1);
- оплавление с перерывами, при учете предварительного нагрева прутков (применяется для остальных классов арматуры).
Если армирующий каркас сваривается с непрерывным оплавлением, то для этого потребуется плотность тока от 10 до 50 А/мм2. В этом случае на сварку уйдет не более 20 секунд (в зависимости от сечения стальных прутьев).
Также необходимо учитывать удельное давление зажимов, которое также будет зависеть от сечения и класса стержней. Например, для арматуры высшего класса А-1 потребуется давление от 30 до 50 МПа, а для стержней А-2 необходимо будет увеличить этот показатель до 60-80 МПа.
Полезно! Перед использованием губок для сварки их нужно зачищать или менять, так как от этого будет зависеть качество проводимых работ.
Сваренные швы, произведенные контактным методом сварки необходимо проверять визуально. Если поученный стык напоминает приплюснутую конструкцию, оснащенную бортиками между двумя концами стержней, то работа была выполнена качественно. Если же на стыке образовалась бочкообразная конструкция, то подобное соединение не будет надежным.
Сварка встык
При желании, может быть выполнена сварка арматуры встык. В этом случае два конца стержней просто обвариваются и соединяются прямыми торцами. Однако, стоит учитывать, что такая стыковая сварка не будет отвечать всем необходимым требованиям ГОСТ, конструкция получится ненадежной и менее прочной. Именно поэтому для того чтобы осуществить соединение встык используется ванная сварка арматуры.
Особенности ванной сварки
Суть этой технологии заключается в оплавлении стальных стержней, которые погружаются в специальную форму из стального низкоуглеродистого материала – ванночку (можно изготовить самостоятельно или купить готовую матрицу). После этого концы прутков арматуры плавят электродами (с сечением 5-6 мм) при довольно сильном токе порядка 450-550 А. Когда оплавленный жидкий металл заполняет ванночку, происходит соединение арматурных стержней, которые превращаются в единый пруток, сечение которого будет зависеть от габаритов формы.
Полезно! Если сварка арматуры ванным способом выполняется при пониженных температурах, то мощность тока необходимо увеличить на 15%.
Подобная сварка подходит для колонн, фундамента и других конструкций, на которые будут приходиться большие нагрузки. Кроме этого, такой метод используется для:
- крупных арматурных изделий (диаметр прутков 2-10 см);
- армирования в виде решетки (когда каркас укладывается несколькими рядами);
- стыковки фланцев, изготовленных из стальных полос наибольшего сечения;
- соединения каркасов сложного типа.
Использование ванночки для сварки арматуры, позволяет стыковать стержни как горизонтальным, так и вертикальным методом. Благодаря этому значительно упрощается процедура создания швов, кантовка конструкции не требуется.
Как выглядит процесс сварки этого типа, наглядно показано на видео:
Рассмотрим подробнее ванный метод соединения армирующих элементов.
Технология ванной сварки
Чтобы самостоятельно произвести сварку, выполните следующие шаги:
- Зачистите торцы стержней при помощи металлической щетки, до появления металлического блеска. Обработать необходимо не менее 3 см от краев.
- Приварите два конца стержней к ванночке. Расстояние между торцами свариваемых изделий должно составлять не менее 1,5 сечения электродов. Если вы используете трехфазную дугу, то зазор можно увеличить до 2 диаметров расходников.
- Начните плавить один конец прута, пока в ванночке не начнет образовываться расплавленный металл.
- Переместите электрод на второй конец (другого прута) и расплавьте его таким же способом.
- Попеременно расплавляйте концы арматуры, пока ванночка не заполнится так, чтобы жидкий металл полностью закрыл прутки. Как только это произойдет, необходимо начать медленно вращать электрод по кругу между обрабатываемыми стержнями. Это необходимо для равномерного прогрева расплавленного металла перед его остыванием. Если сталь будет остывать неравномерно, то на швах могут образоваться трещины, что значительно понизит прочностные характеристики армирующего каркаса.
Когда металл полностью остынет, можно произвести сварку уголка и прочих соединений (если это необходимо).
Таким методом выполняется сварка как в горизонтальной, так и в вертикальной плоскости.
Полезно! Расстояние от стержней до стенок матрицы должно составлять порядка 1,5-2 см.
Стыкование этого типа выполняется при помощи инверторов (220 В), трансформаторов (380 В), полуавтоматов или автоматов.
Единственный недостаток такого способа сварки заключается в том, что выполнить всю процедуру, используя всего один электрод, не получится. Менять расходники нужно очень быстро – за 5 секунд необходимо удалить остатки отработанного электрода и установить новый.
Ванная сварка считается самой надежной и долговечной, так как обрабатываемые стержни образуют очень прочное соединение. Такой метод чаще всего используется для создания армопоясов для фундамента и других конструкций. Если же речь идет о более простых элементах, то достаточно выполнить стыкование внахлест.
Источник: https://zamesbetona.ru/armirovanie/svarka-armatury.html
Сварка арматуры внахлест ГОСТ
Нахлест арматуры при вязке (СНиП 52–101–2003) – это самый простой и при этом по-настоящему надежный вариант соединения арматуры, который гарантирует длительную эксплуатацию фундамента либо иного сооружения из бетона.
1 Нахлест арматуры при вязке – СНиП и их основные положения
Санитарные нормы и правила 2003 года указывают все существующие на сегодняшний день виды соединения строительной арматуры. К таковым относят механические и сварные соединения стыкового типа, а также стыки внахлест, выполняемые без сварки. Механические производятся резьбовыми или спрессованными муфтами при помощи специальных агрегатов, сварочные предполагают осуществление сварочных работ, а соединения внахлест могут быть трех видов:
- стержни с прямыми концами с монтажом или приваркой на нахлестке стержней (поперечных);
- профильные периодические стержни с прямыми концами;
- стержни с лапками, крюками, петлями (их называют загибами).
Нахлестом рекомендовано соединять арматуру сечением не более 40 миллиметров. В документе, являющемся аналогом интересующих нас Саннорм (ACI 318–05), допускается сечение стержней не более 36 миллиметров. Такое ограничение обусловлено тем, что испытания надежности соединения большей по диаметру арматуры практически не проводились, а значит, каких-либо подтвержденных данных на этот счет не имеется.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них. Осуществлять соединение допускается как без вязальной проволоки, так и с таковой. В последнем случае проволока используется для вязки арматуры. Специалисты советуют применять опрессованные соединения либо винтовые муфты при работе со стержнями сечением более 25 мм. Это связано с тем, что в данном случае:
- увеличивается уровень безопасности сооружения (на участках стыков наблюдается ограничение объема бетонирующей смеси);
- снижаются финансовые затраты на армирование (нахлесты, как правило, требуют немалого перерасхода арматуры – до 20–25 %).
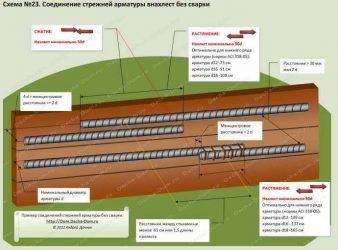
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше. Соблюдение этого условия дает возможность бетону без проблем проникать в «укромные» места каркаса.
Для арматуры сечением более 25 мм рекомендуется подбирать величину указанной дистанции, идентичную диаметру стержней.
А вот наибольшее расстояние между элементами армирования по ширине фундаментной ленты должно составлять до восьми сечений арматурных деталей.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю, так как в данной ситуации она зависит исключительно от высоты профильных выступов.
При этом наибольшее расстояние между элементами армирования подбирают таким образом, чтобы оно было не выше четырех диаметров арматурных стержней.
Дистанция же между парами стыков, расположенных рядом друг с другом, при нахлесточном соединении принимается не ниже 30 мм (не меньше, чем два диаметра стержней).
2 Технические особенности выполнения бессварочного стыкового соединения
Следует разносить вразбежку соединения, расположенные по соседству. Причем таким образом, чтобы одновременно в одном сечении соединялось до 50 (не более того) процентов стержней.
Поделись ссылкой — это лучший мотиватор для нас
Под расчетным (одним) сечением, которое необходимо определить для выяснения числа стыкуемых стержней, понимают область длиной 130 % общей протяженности нахлеста (замер ведется вдоль стержней).
Здесь важно понимать: арматурные стыки при проектировании рассматриваются, как лежащие в одном сечении при условии, что их центры размещаются именно в указанной области.
Наименьшая дистанция (по длине) между стыками по СНиП должна быть 610 миллиметров.
ACI 318–05 и рассматриваемые нами Саннормы советуют несвязанные (то есть свободные) соединения прутков делать в конструкциях, которые не являются предварительно напряженными.
Рекомендация вполне логична, ведь бетон при таком варианте соединения заливает стержни со всех сторон, что гарантирует сверхнадежную фиксацию каждого прутка, которой нереально добиться при заливке неполной окружности арматурного элемента, связанного с соседним стержнем вязальной проволокой. Заметим – нахлест по своей длине не может быть менее 25 сантиметров.
Еще одно важное положение Санитарных норм заключается в том, что в одном сечении (в расчетном) соединение могут иметь не более 50 процентов металлических прутков, заложенных в фундаментную ленту.
Кроме того, допускается стыкование описываемым способом сварных сеток и отдельных арматурных элементов без обязательной разбежки.
Но такое разрешение действует только в случаях применения арматуры для армирования нерабочего (так называемого конструктивного) типа.
Если арматура функционирует и на сжатие, и на растяжение, возможен 30-сантиметровый (и выше) ее перехлест. В строительной документации большинства зарубежных стран нахлест устанавливается на уровне 40 диаметров соединяемых элементов для армирования. В отечественной практике данный показатель равняется 50 диаметрам (речь идет об арматуре класса А400).
Также показатель рекомендованного нахлеста находится в зависимости от того, какая марка бетона используется для заливки сооружения. Так, например, для смеси М300 он составляет 35 диаметров, М250 – 40 диаметров, М200 – 50.
А вот для арматуры А-II и А-I перехлест всегда подбирают из расчета 40 диаметров. Правда, важно понимать, что все эти утверждения верны для расчетных показателей.
На практике реальные (не минимальные рекомендованные) показатели нахлеста обычно в несколько раз выше.
3 Перехлест арматуры – реальные величины
Протяженность нахлеста прутков при выполнении анкеровки устанавливают, ориентируясь на то, что действующее в арматурной конструкции усилие воспринимается силами сопротивления металлических элементов и силами сцепления бетона и арматуры, которые наблюдаются по всей длине соединения. СНиП по нахлесту арматуры при вязке дает следующие рекомендованные величины длины перехлеста (все значения в миллиметрах):
- 1090 для арматуры сечением 36;
- 960 для 32;
- 860 для 28;
- 760 для 25;
- 680 для 22;
- 580 для 18;
- 480 для 16;
- 380 для 12;
- 300 для 10-миллиметровых прутков.
Санитарные нормы также содержат таблицы с рекомендованной длиной нахлеста анкеровки для разных марок бетона для элементов арматуры, работающих на сжатие и на растяжение. Согласно этим таблицам, минимальная длина перехлеста для бетона М450 при сечении стержня А400 в 6 миллиметров равняется 20 сантиметрам. А вот для бетонной смеси М250 и стержня сечением 40 мм показатель длины составляет уже 158 см.
Добавим еще несколько важных пунктов СНиП, о коих шла речь в данной статье:
- в месте анкеровки сооружения нахлестом следует монтировать поперечную добавочную арматуру (это условие является обязательным);
- разнос анкеровки соседних прутков не допускается менее 61 сантиметра;
- нахлесты крестообразной формы должны соединяться хомутами или фиксаторами из пластиковых материалов либо отожженной вязкой проволокой.
Изготовление железобетонных изделий предполагает создание металлических каркасов. Они являются некими «скелетами», например, ленточных фундаментов или бетонных столбов. Армирование может осуществляться стержнями разного диаметра и качества стали.
Они соединяются между собой конкретными способами:
- Механический стыковый метод;
- Сварной стыковый вариант;
- Соединения, выполняемые внахлест без сварки.
Об этих методах соединения более подробно будет написано ниже.
Типы соединения арматуры внахлест
«Сшивание» арматуры внахлест предполагает соблюдение нескольких правил использования материалов и монтажа:
- Для этого способа подходят арматурные стержни не более 0.4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.
- Должны соблюдаться расстояния перепусков.
- Необходимо правильно рассчитать длинунахлеста.
Внахлестку без сварки
Этот способ состыковки металлических стержней наиболее распространен для строительства фундаментов под частные дома.
Имеет неоспоримые плюсы:
- Простота работ;
- Доступность необходимых соединительных материалов;
- Невысокая цена.
Источник: https://ccm-msk.com/svarka-armatury-vnahlest-gost/
Особенности сварки внахлест
Сваривание внахлест чаще всего применяют при точечной контактной сварке. В других случаях получается слишком большой расход материалов и рабочего времени, требуется проваривать шов с двух сторон.
При соединении внахлест разделка кромок не требуется, но сами кромки должны быть аккуратно обрезаны, без заусенцев от механической обрезки или наплывов от газового резака.
Торцы кромок и прилегающие области в пределах двух сантиметров должны быть зачищены до металлического блеска, при необходимости обезжирены.
Электродуговой метод
В зависимости от положения нахлесточного соединения в пространстве, сварка должна производиться по технологиям, разработанным для конкретного вида сварочного соединения. Чтобы предотвратить появление ржавчины требуется проварить нахлестовое соединение с одной и другой стороны.
Сварку внахлест электродуговым методом обычно применяют при монтажных и сборочных работах стальных конструкций. Для сварщика технология внахлест не представляет трудностей, если имеется возможность кантовать свариваемое изделие.
Естественно, если необходимо приварить внахлест листовую заготовку к металлическому потолку, то возникнут трудности с потолочным швом.
При сварке внахлест, в зависимости от конкретных требований, соединение заготовок производится одним или двумя швами.
Шов проходит по краю одной или другой поверхности свариваемого изделия. Технология практически исключает прожоги. Требования к краям изделия не такие жесткие, как при сварке встык.
При сборке деталей допускается некоторая нестыковка, неточности в размерах. Главное, чтобы внешние габариты соответствовали требованиям.
Простота сварки внахлест имеет и свою отрицательную сторону:
- некоторый перерасход материалов из-за того, что листы металла накладываются друг на друга, а не стыкуются;
- перерасход электродов, из-за необходимости в некоторых случаях проводить сваривание с двух сторон;
- нахлесточное соединение по прочности уступает стыковому.
При сварке внахлест шов формируется в углу, образованном торцом одной детали и боковой поверхностью другой детали. Это, по сути, соответствует угловому соединению. Поэтому к нахлесточному соединению применяют техники, использующиеся при угловых соединениях.
Контактный метод
Самым распространенным методом сваривания листовых материалов является соединение их внахлест. Его осуществляют с помощью рельефов (специальных выступов). Обычно применяют рельефы сферической формы. Рельефная сварка относится к разновидностям контактного метода.
При сварочном процессе внахлест рельефы формуют с применением холодной штамповки, что вызывает образование лунки. Если использовать материалы с высокой пластичностью, то можно получить рельефы любой сложности. Если рельефы получить затруднительно по каким-либо причинам, то можно использовать специальные вставки.
По сравнению с контактным сварочным процессом рельефный метод имеет некоторые отличия. Так, сварное соединение получается не за счет плавления металла, а за счет пластической деформации.
Данный вид сваривания используется при массовом производстве. Соединения получаются красивыми, без следов от электродов. Сваривание происходит по самому краю кромок, при этом не требуется предварительная подготовка поверхностей.
Контактная сварка в этом плане более требовательная, в ней сварочные точки не могут располагаться слишком близко к краю стыка. Между собой они тоже на должны находиться близко из-за шунтирующих токов.
Несмотря на это, контактная сварка внахлест очень распространена в автомобилестроении и приборостроении, широко применяется в изготовлении бытовой техники. Сам принцип действия контактной сварки предполагает нахлесточное соединение.
Применение к арматуре
При любом строительстве требуется армирование бетона для получения прочных конструкций. Чтобы обеспечить прочность, необходимо создавать каркасы из арматуры. Для этого проводят соединение арматуры с помощью вязальной проволоки или сварки.
Получение прочного каркаса из отдельных стержней арматуры является сложной задачей. Необходимо соблюдать технологию и множество правил.
Например, сварку арматуры внахлест используют, когда требуется все нагрузки равномерно распределить по поверхности. При этом необходимо учитывать, что нахлест применяется в местах наименьшего напряжения. Желательно брать арматурные стержни одного диаметра, при этом толщина арматуры не должна быть больше 20 мм.
Технология внахлест производится с учетом двух рельефов и швов. Сварочный процесс осуществляется аппаратом ручной электродуговой сварки.
Сварное соединение типа тавр должно иметь инвентарную форму, в ванне применяется только один электрод. Если сварка осуществляется под флюсом, то применять присадочную проволоку не нужно.
Нахлест арматуры в строительстве в случае применения сварки разрешается только при использовании стержней марок А400С и А500С. Арматура этого класса хорошо сваривается.
Недостатком является высокая стоимость этих марок. Наибольшее применение получила арматура марки А400, но она при нагревании теряет свои прочностные свойства и устойчивость к коррозии.
Требования к технологии
По западным стандартам запрещено производить сварочный процесс в областях перехлеста арматурных стержней, независимо от их марки. По российским нормирующим документам сваривание разрешено при толщине арматуры, не превышающей 25 мм.
При сварочных работах необходимо учитывать диаметр электродов. При использовании электродов толщиной 4-5 мм, длина нахлеста арматурных стержней будет более 10 диаметров свариваемых стержней. Этого требует ГОСТ 14098 и ГОСТ 10922.
Сваривание стержней арматуры можно осуществлять внахлест электрошлаковым полуавтоматом, ручной электродуговой, ванно-шовной, контактной сваркой.
Длинные швы делают для монтажа горизонтальных и вертикальных элементов арматурного каркаса. Такое соединение позволяет использовать вариант с накладками или внахлест.
Хотя соединение внахлест производится длинными швами, допускается также использование дуговых точек. Допустимо делать нахлестку короткой и длинной, а шов двусторонним или односторонним.
Длина сварного стыка накладки и арматурного прутка может быть разной. При этом допускается смещать накладки по длине. Сваривание арматурных стержней производится разнообразными фланговыми швами.
При сваривании арматурных стержней вертикального расположения необходимо на 10-20 % уменьшить сварочный ток. При использовании двусторонних швов возможно появление горячих трещин. Для предотвращения этого требуется точно соблюдать технологию сварки и правильно подбирать вид электрода.
Источник: https://svaring.com/welding/teorija/svarka-vnahlest
Сварка арматуры внахлест гост
Арматурный каркас– это система соединенных между собой элементов. В железобетонных изделиях металл воспринимает нагрузки на сжатие и растяжение. Сварка арматуры (ГОСТ 14098-91) позволяет создать каркас, который жестче вязаного. Проволочное сцепление реализуется в особых случаях.
Контактная сварка арматуры, оборудование и технологии
Сварка арматуры контактной сваркой, впрочем, как и контактно- точечная сварка арматуры проводится в производственных условиях на специальном профессиональном оборудовании.
Домашний мастер при реализации работ использует более простые устройства на ручном или автоматическом управлении.
Контактная сварка арматуры необходима при строительстве крупных объектов городской и промышленной застройки.
Правильное армирование увеличивает прочность возводимой конструкции на 245%, на фоне повышения стойкости к механическому воздействию – на 150%
Соединение арматуры сваркой, преимущества
Сварочный метод характеризуется следующими свойствами:
- высокая скорость реализации работ;
- умеренная стоимость расходных материалов;
- при соблюдении технологии, строитель может создавать высокопрочные конструкции.
Сварка по ГОСТ 14098 91 – сфера применения
ГОСТ на сварку арматуры позволяет использовать готовые изделия для обустройства следующих конструкций:
- возведение фундаментов и оснований;
- строительство отмосток;
- сооружение любых объектов бетонирования.
В частном домостроении стальные изделия в бетоне позволяют получить прочные и надежные постройки любого назначения.
Сварка арматуры для фундамента
Реализация подобных работ при обустройстве несущих конструкций, имеет некоторые особенности:
- металл нагревается до температуры, вызывающей его плавление, что обуславливает частичную потерю таких свойств, жесткость и прочность;
- чтобы нивелировать потери прочности, сваренный каркас должен быть более плотным;
- работы со сварочным аппаратом для создания армирующих конструкций для фундамента целесообразно проводить в том случае, если это позволяет характеристики грунта (отсутствие проседания и изменения структуры);
- заварив очередной стык, необходимо дать ему остыть и проверить металл на появление микротрещин;
- в местах стыковки проводится обработка шлифовальным инструментом, что обеспечить высокую прочность прилегания.
Электроды
Электроды доступны в свободной продаже в любом строительном магазине. При выборерекомендовано учитывать следующее:
- для стержня диаметром до 14 мм и при работе на обычных сварочных машинах, можно воспользоваться устройствами типа «АНО-21»;
- для работы с металлом свыше 14 мм, использованию подлежат электроды, диаметром 4 мм;
- необходимо корректно подобрать величину тока, что влияет на качественные характеристики шва. Можно провести несколько проб с куском проволоки, используемой для создания сетки. Если электрод слегка прилипает к металлу, ток увеличивается;
- электроды для сварки арматуры А500С, должны быть предназначены для работы с низкоуглеродистой статью.
Определив нагрузку на фундамент, можно рассчитать сечение прута, который понадобится для армирования. Например, для двухэтажного коттеджа понадобится d – 14-18 мм
Скоба-накладка
Скобы- накладки являются вспомогательными элементами, которые обеспечивают формирование надежного шва. Это неотъемлемая часть соединения, воспринимающая часть нагрузки при работе в целостной конструкции.
Элемент используется для установки и фиксации стыкуемых концов металла, позволяя работать со стержнями требуемой длины. При выборе скоб учитывается их внутренний диаметр, высота и толщина.
Соединение арматуры внахлест без сварки
Техника используется для монтажа стального каркаса, сечение прута которого не превышает 40 мм.
Металл запрещено внахлест соединять в местах, где наблюдается максимальное напряжение и в зонах концентрированных нагрузок.
Для стержней диаметром свыше 25 мм показано механическое соединение при помощи винтовых муфт. Этот способ укладки хорошо подходит для дачного строительства благодаря очевидной простоте исполнения.
Сварка арматуры внахлест, ГОСТ
Методика применяется в том случае, если необходимо перераспределить сжимающие и растягивающие нагрузки.
Основные принципы состоят в следующем:
- нахлест используется на участках наименьшего напряжения;
- если диаметр стержня более 10 мм, нахлест составляет 50 см;
- диаметр арматуры должен максимально приближен у всех элементов;
- стыки не должны концентрироваться рядом друг с другом.
Работы, соответствующие этому методу, целесообразно проводить в том случае, если диаметр элементов системы не превышает 20 мм.
Сварка или вязка?
Использование сварочного аппарата – это более мобильный и не такой трудоёмкий процесс, как вязка. Однако, технология способствует ухудшению прочностных характеристик основы.
Недостатки методики раскрываются следующим образом:
- структурные изменения стали обуславливают потери прочности;
- соединение узлов каркаса требует высокой квалификации работника;
- сваренные элементы могут подвергаться коррозии;
- при работе могут формироваться подрезы стыков, что уменьшает площадь сечения;
- при сварке увеличивается жесткость конструкции, если бетон уплотняется вибраторами, её целостность может быть нарушена.
Углы арматурного каркаса должны усиливаться вертикальными и поперечными элементами, которые формируются в виде Г-образных и П-образных соединений
Реализация такой методики целесообразна при значительных объемах работ. В частном домостроении практичнее использовать технику вязки.
Установка арматуры для фундамента
Система укладывается после того, как полностью готова опалубка и размечена глубина заливки раствора. Это трудоёмкий этап работ и требует привлечения группы помощников. Каркас должен быть размещен максимально ровно и точно заложен в опалубку, с соблюдением всех зазоров, нахлестов, припусков и расстояний.
Сварка арматуры СНиП и ТБ
СНиП на сварку арматуры позволяет понять технологию проведения и работ и определяет нормы техники безопасности.
Что нужно знать домашнему мастеру:
- при работе с аппаратом защите подлежат открытые участки тела и глаза (щитки, маски, шлемы со светофильтрами, перчатки, форма);
- чтобы не произошло отравление пылью, испарениями и вредными газами используется специальный респиратор;
- сварочное оборудование должно проверяться на исправность и наличие заземления, иначе можно получить поражение током.
- оборудование создает электромагнитное поле, это не опасно, если соблюдать технологию работ;
- устройство при работе на открытом воздухе должно находиться под навесом;
- необходимо соблюдение правил транспортировки.
Цена работ
Стоимость проведения работ остается доступной для малого и среднего строительства, особенно, если у мастера есть соответствующее оборудование. Однако, покупка нового сварочного аппарата не вызовет значительных издержек по сравнению с закупкой готового материала.
Сварка арматуры согласно ГОСТ 14098-91 показана в данном видео:
Книги по теме:
Источник: http://obetone.com/obshhie-svedeniya/svarka-armatury.html
Нахлест арматуры при вязке (СНиП)
|ГОСТы и СНиП|Нахлест арматуры при вязке (СНиП)
Дата: 4 октября 2018
14139
Коментариев: 0
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение.
Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму.
Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.
Источник: https://betfundament.com/svarka-armatury-vnahlest-gost/
Соединения арматуры внахлест: технологии соединения со сваркой и без использования сварочных процессов

При строительстве зданий и сооружений с применением монолитного бетона обязательно производят армирование бетонных конструкций с использованием арматуры. Арматура – это стержень с гладким или специальным ребристым покрытием, изготавливаемый из стали специальных марок. Также широкое распространение в последнее время получила арматура из полимерных материалов.
- 1 Типы соединений арматуры внахлест
- 2 Сварка арматуры внахлест
Типы соединений арматуры внахлест
Соединения арматуры железобетонных конструкций регламентируются по ГОСТ 10922-2012. Существуют различные виды изделий из арматуры: отдельные стержни, арматурные сетки, арматурные каркасы, закладные изделия. Каждый вид изделий требует соединения арматурных стержней между собой в различных пространственных положениях: встык, внахлёст, крестообразное или специальное соединения. Выбор вида изделия, диаметр и класс арматуры, способ её соединения будет зависеть от возводимой бетонной конструкции. Основными способами соединения арматурных стержней являются:
- Вязка арматуры вязальной проволокой. Производится для соединения стержней внахлёст или с крестообразным расположением.
- Механическое соединение специальными резьбовыми или опрессовочными муфтами. Применяется для стыкового соединения арматуры одинакового диаметра.
- Сварное соединение арматуры. Выполняется различными способами сварки во всех пространственных положениях, регламентируется по ГОСТ 14098-2014.
Сварка арматуры внахлест
Оптимальным способом соединения арматуры является сварка различными способами. При сварке прочность соединения выше, имеет большую производительность, меньше трудозатрат.
На практике чаще всего применяют стыковое соединение с усиливающими стержнями, нахлесточное соединение стержней и нахлесточное соединение стержней с пластинами или фасонными деталями.
Стыковое соединение с усиливающими стержнями представляет собой два стержня, расположенных на одной оси, по бокам от стержней в месте их соединения располагаются усиливающие стержни (С21-Рн, С21-Мн). Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Во избежание деформаций стержней сварку производят короткими швами в шахматном порядке. Такой способ соединения применим для сварки арматуры любых классов диаметром более 10 мм.
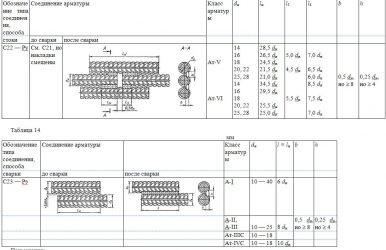
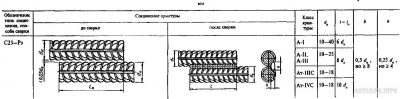
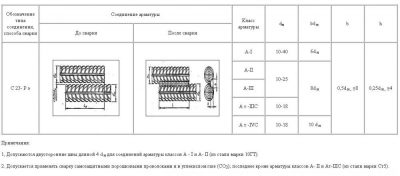
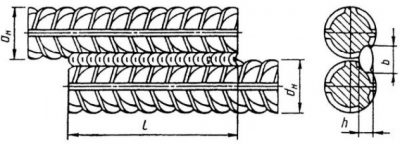
Нахлесточное соединение представляет собой два стержня, расположенных в параллельных осях и имеющих одну общую линию соприкосновения (С23-Рэ, С-23-Мэ). Сварка производится по линии соприкосновения. Таким способом можно соединять арматуру разного диаметра, при этом размеры и характеристики шва выбираются по стержню с меньшим диаметром.
Двухсторонние швы допускается выполнять для арматуры класса А240 и Ас300 и длиной шва, равной четырём диаметрам стержня.
Нахлесточное соединения стержня с пластиной или фасонной деталью представляет собой стержень, установленный на пластину и имеющий одну линию соприкосновения с ней (Н1-Рш и следующие). Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
Перед выполнением сварочных работ свариваемые поверхности очищают от загрязнений механическим способом. При наличии влаги производят просушку стержней газопламенными горелками. При наличии любых загрязнений, влаги или ржавчины качество сварочного шва резко ухудшается.
Сборку изделий осуществляют на специализированных сварочных столах, стендах, кондукторов с применением фиксирующих устройств. При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
Основным способом сварки для проведения монтажных работ на строительной площадке является электродуговая сварка. Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели.
Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа.
Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Выбор сварочных материалов и режимов сварки будет зависеть от класса и диаметра арматуры. При сварке стержней разного диаметра режимы выбираются по меньшему диаметру.
По окончании сварочных работ производится зачистка сварного соединения от шлака и брызг, визуальный контроль сварочного шва. При наличии дефектов производят ремонт сварного соединения или вырезают его полностью и сваривают снова.
Источник: https://elsvarkin.ru/texnologiya/svarka-armatury-3/
Сварка арматуры по ГОСТ, сварка ванным способом, преимущества соединения арматуры сваркой
› Стройматериалы
Арматурные металлические пруты являются неотъемлемой частью железобетонных изделий, которые, в свою очередь, активно используются в монолитно-каркасном строительстве. Одно из главных предназначений арматурных элементов — это создание наибольшей жесткости, крепости бетонного блока.
Он может служить основой для фундамента, стены или балкона. Также с применением стальных прутьев можно изготовить другие железобетонные изделия, например, оконные или дверные перемычки, лестничные марши и так далее.
Соединение прутьев между собой предполагает способы, которые различаются между собой:
- по степени сложности выполнения работ;
- по количеству затрачиваемого времени на работу;
- по качеству исполнения, которое зависит от используемого сорта стали;
- по себестоимости. Чаще всего по этому поводу возникает актуальный вопрос: какой способ соединения арматуры эффективнее и надежнее?
Виды соединения арматуры
Соединение арматурных прутов осуществляется одним из трех способов:
- Механическим;
- Внахлест, с помощью специальных соединительных элементов;
- При помощи сварочных работ.
Каждый из вышеперечисленных методов имеет свои преимущества, недостатки и особенности. Стоит вкратце их отметить.
Механический способ сварки предполагает использование гидравлического пресса и резьбовых, а также соединительных муфт.
Технология изготовления такова:
- Прутья «одевают» в резьбовые муфты.
- Гидравлический пресс позволяет сжать муфту вокруг прута, тем самым надежно ее зафиксировать.
- Далее происходит сборка конструкции посредством соединительных муфт. Также их можно заменить трубами с толстыми стенками.
Преимущество механической сборки арматуры — быстрота работы.
Некоторые классы арматуры нуждаются в другом методе соединения, например, внахлест. Стоит отметить, что при работе с арматурными стержнями внахлест теряется ощутимый процент этого материала.
Также есть и весомое преимущество в этом методе работы — нужны крепежные элементы, а дополнительных инструментов, приборов не требуется.
Наконец, третий вид состыковки арматурых элементов – это при помощи сварки. Способ достаточно распространен и требует полного профессионализма.
Для сварочных работ нужны:
- Сварочный аппарат;
- Электродержатель для электрода;
- Сварочные маски (щитки), а также защитные стекла для них;
- Молоток-шлакосниматель;
- Зубило, обычный молоток, отвес, линейка из металла.
Состыковка арматурных элементов также проводится различными способами:
- протяженными швами;
- многослойными швами;
- точечно.
Преимущества соединения арматуры сваркой
Есть много преимуществ, которые позволяют сделать выбор в пользу сварочной состыковки, как наиболее эффективного, надежного способа соединения арматурных стержней.
Например, возможность соединения элементов различными швами, как указывалось выше. Если варить протяженными швами, то можно соединять прутья с коротким или длинным нахлестом, а также производить односторонние или двухсторонние швы.
Многослойные швы говорят сами за себя. Сначала сварочный шов наносится на одну сторону разделки, потом отзеркаливая наносится с другой стороны.
Точечная состыковка нужна, если в железобетонном изделии используется конструкция с крестовыми переходами. Не все марки стальных прутьев подходят для точечной сварки. Это объясняется тем, что места соединения могут быстро разрушаться из-за быстрой точечной закалки металла, от чего он становится весьма хрупким.
Преимущества сварки по сравнению с другими способами соединения:
- Сварочные швы наиболее крепкие.
- Ударная прочность изделия становится намного выше.
- Изделие, созданное посредством сварки, меньше поддается деформации, а, значит, первоначальная форма изделия сохраняется лучше.
- Арматурные каркасы или сетки практически не реагируют на внешние воздействия окружающей среды: солнечные лучи, морозы и другое.
Сварка по ГОСТ 14098 91
Железобетонные изделия испытывают нагрузки, связанные с постоянным сжатием, а также растяжением, так как выполняют несущую функцию.
Сварные швы, сделанные по ГОСТу 14098 91, делают изделие более жестким и, в то же время, конструкция становится более «эластичной», устойчивой и долговечной.
Типы
Типы сварного соединения:
- Крестообразное;
- Стыковое (ванная сварка);
- Нахлесточное;
- Тавровое.
Сфера применения
Сварка по ГОСТ 14098 91 применяется для монолитно-бетонного, а также сборного строительства.
Этот стандарт распространяет свое действие на:
- сварные соединения изделий, выполненных из арматурных прутьев или проволоки толщиной от 0,3 см и больше;
- швы изделий проката толщиной от 0,4 см и до 3 см;
- сборные, а также монолитные конструкции из железобетона.
Сварка ванным способом
Состыковка ванным способом применяется в том случае, если сечение арматурных прутьев достаточно большое и достигает до 10 см.
С помощью ванной состыковки крепятся фланцы к металлическим трубам, соединяются многогрядные арматурные полые «столбы» каких-либо сооружений, а также изготавливаются другие арматурные каркасы.
Преимущества
Изделия, изготовленные ванным способом, получаются особенно прочными, а также надежными.
Преимущества такой технологии изготовления:
- В процессе работы используется обычное сварочное оборудование.
- Отпадает необходимость поворачивания конструкции. Работа может осуществляться под различными углами, что очень удобно.
- С помощью гамма-лучей можно проверить качество сварочных швов.
Особенности сварки
К особенностям ванного метода можно отнести следующие:
- Состыковка прутьев, а также элементов конструкций должна быть выполнена максимально точно. Минимальное значение отклонения не должно превышать 0,05 диаметра. Для этого конструкции собирают в кондукторах, которые позволяют фиксировать изделие и, тем самым, избежать отклонений в соединении выпусков арматуры.
- Ванная сварка дает возможность производить состыковку прутьев как вертикально, так и горизонтально.
Таким образом, есть несколько методов соединения армирующих прутов. Сварочная состыковка является наиболее надежным вариантом. В свою очередь, этот процесс также можно осуществлять различными способами, что дает возможность выбрать наиболее подходящий. Он обеспечит качественную сварку изделия. Соединение арматуры сваркой: виды, преимущества, ГОСТ Ссылка на основную публикацию
Источник: http://okarkase.ru/strojmaterialy/soedinenie-armatury-svarkoj-vidy-preimushhestva-gost.html
сварка арматуры согласно гост
Арматурный каркас– это система соединенных между собой элементов. В железобетонных изделиях металл воспринимает нагрузки на сжатие и растяжение. Сварка арматуры (ГОСТ 14098-91) позволяет создать каркас, который жестче вязаного. Проволочное сцепление реализуется в особых случаях.
Сварка арматуры контактной сваркой, впрочем, как и контактно- точечная сварка арматуры проводится в производственных условиях на специальном профессиональном оборудовании. Домашний мастер при реализации работ использует более простые устройства на ручном или автоматическом управлении. Контактная сварка арматуры необходима при строительстве крупных объектов городской и промышленной застройки.
Правильное армирование увеличивает прочность возводимой конструкции на 245%, на фоне повышения стойкости к механическому воздействию – на 150%