
Содержание
- 1 Как варить полуавтоматом без газа
- 2 Сварка полуавтоматом без газа обычной проволокой — Станки, сварка, металлообработка
- 2.1 Сварка полуавтоматом порошковой проволокой без газа
- 2.2 Процесс полуавтоматической сварки своими руками
- 2.3 Нюансы сварки полуавтоматом без газа обычной проволокой
- 2.4 Особенности сварки без газа
- 2.5 Применение сварки без газа
- 2.6 Достоинства и недостатки порошковой проволоки
- 2.7 Технология сварки порошковой проволокой
- 2.8 Необходимое оборудование и виды проволоки
- 3 Достоинства и недостатки сварки полуавтоматом без газа
- 4 сварка полуавтоматом
- 4.1 Сварка полуавтоматом
- 4.2 Принципы сварки полуавтоматом при помощи проволоки
- 4.3 Сварка полуавтомат конструкция и принцип работы
- 4.4 Технологические преимущества сварки полуавтомат
- 4.5 Сварочный полуавтомат инвертор
- 4.6 Отличительные особенности полуавтомата от инвертор
- 4.7 Принцип работы инверторного сварочного полуавтомата
- 4.8 Сварочный полуавтомат без газа
- 4.9 Плюсы и минусы сварки с газом и без газа
- 4.10 Сварка полуавтоматом без газа
- 5 Принципы сварки полуавтоматом без газа
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом.
Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения.
Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока.
Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом.
Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Применение сварки полуавтоматом без газа обычной проволокой
Возможен такой вариант соединения деталей, как сварка порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Источник: https://electrod.biz/oborudovanie/poluavtomat/kak-varit-bez-gaza.html
Сварка полуавтоматом без газа обычной проволокой — Станки, сварка, металлообработка

Полуавтоматический тип сварки является одной из разновидностей классической электродуговой сварки. Подобный вид сварки имеет различие в том, каким именно образом электрод попадает в рабочую область. Для этого применяется специальная сварочная проволока, которая и выступает в качестве электрода. Она беспрерывно поступает в сварочную головку с неизменным темпом с помощью механического привода.
На сегодняшний день возможно проведение сварочных работ полуавтоматом с использованием углекислой газовой среды или без неё. Это требуется для того, чтобы полностью исключить вероятность попадания воздуха в зону сварки, иначе, в результате контакта с окружающей средой, шов окажется мягкий и непрочный.
Именно для этой цели необходимы баллоны под высоким давлением с такими газами, как: аргон, гелий, углекислотой или их смесями. Однако данный вид сварки является довольно трудоёмким и затратным, а если необходимо всего лишь сделать пару небольших швов, то явно не будете покупать и заправлять газовый баллон.
В таком случае многие задаются вопросом , а возможна ли сварка полуавтоматом без газа обычной проволокой ?
Для создания точек ( прихваток) он может и сгодится, но для формирования качественного шва полностью не пригоден. Шов получится неровным, не говоря уже про качество. И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
Значит все же придется раскошелиться на покупку газового баллона и сопутствующего оборудования?
Предлагаю ознакомиться с возможным выходом из положения.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Рекомендуем! Как сварить титан в среде аргона
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Процесс полуавтоматической сварки своими руками
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слишком сильной, для предотвращения ее повреждения.
- Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.
Рекомендуем! Виды контактной сварки
В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента — дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео
Источник: https://svarkagid.ru/tehnologii/kak-varit-poluavtomatom-bez-gaza.html
Нюансы сварки полуавтоматом без газа обычной проволокой
Порошковая проволока используется в сварочных операциях как расходный присадочный материал, полая структура которого заполнена гранулами флюса. В процессе работы происходит испарение углекислого газа из флюса и образование необходимого защитного слоя. Это позволяет производить сварку полуавтоматом без газа обычной проволокой.
Особенности сварки без газа
Порошковую (самозащитную) проволоку применяют в случае невозможности приобретения газового баллона или нецелесообразности его зарядки при небольших объемах работ.
Благодаря компактности оборудования сварка полуавтоматом без газа может производиться в труднодоступных и неудобных местах любых монтажных и строительных площадок:
- на высотных конструкциях, крышах;
- в подземных тоннелях;
- в узких помещениях;
- в полевых условиях;
- на открытых участках;
- в быту.
Сварка самозащитной проволокой
Применение сварки без газа
Для работы необходимо наличие источника питания 220 V. Метод сварки без газа используется для получения качественных и надежных соединений деталей любой толщины – от 1,2 до 10 мм. Способ подходит для операций с оцинкованным железом, углеродистой сталью, нержавейкой. Порошковая проволока пригодна для создания швов и наплавок. Необходимо учитывать, что метод не применяется для сварки нарушенных стыков действующего водопровода.
Схема полуавтоматической сварки проволокой
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:
Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.
Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Технология сварки порошковой проволокой
Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой:
Параметры сварки самозащитной порошковой проволокой
- Работа выполняется при минимальном напряжении, с низкой скоростью подачи присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечник устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным раствором для предотвращения налипания брызг.
- Поскольку пары флюса направлены вверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.
Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Необходимое оборудование и виды проволоки
Метод сварки без газа применяется с использованием полуавтоматов типа MIG/MAG, оснащенных функцией переключения полярности.
Прямая полярность необходима для работы при более высокой температуре, которая обеспечивает распыление флюса и формирование защитного газового облака.
В настройках аппарата выставляется величина тока, соответствующая толщине свариваемого материала. Правильно настроенный полуавтомат обеспечит устойчивую сварочную дугу.
Технология MIG/MAG сварки
Самозащитная или флюсовая проволока выпускается разных типов. Она изготавливается в виде полой поверхности, заполненной флюсом с присадками. Она может быть в форме трубки:
Конструкция порошковой проволоки
- однополостной;
- двухполостной с загибом;
- двухполостной с двумя загибами;
- двухслойной.
Ребра конструкции защищают материал от сминания при случайном нажатии.
Источник: https://stanki-info.com/svarka-poluavtomatom-bez-gaza-obychnoy-provolokoy/
Достоинства и недостатки сварки полуавтоматом без газа
Одно из ведущих мест в производстве металлоконструкций занимает электродуговая сварка плавлением. Популярным ее вариантом считают полуавтоматическую сварку, в процессе которой подача электрода либо проволоки механизируется. При этом перемещение сварочной горелки с требуемой скоростью по протяжению шва проводится сварщиком собственноручно. Защиту расплавляемого металла сварочного шва от атмосферного воздействия осуществляют в виде подачи на свариваемый участок флюса в гранулах или защитного газа для сварки полуавтоматом. Для некоторых случаев требуется и то, и другое.
Особенности полуавтоматической сварки без газа
Сварка полуавтоматом, представляющая собой один из традиционных способов сварки, выполняется с применением электродной проволоки. Она, выступая в качестве электрода, бесперебойно поступает с определенной скоростью при помощи специального привода в сварочную головку.
Применение особых флюсов позволяет получать большую глубину проплавления металлов на свариваемом участке даже с небольшим диаметром проволоки и на малых токах.
Благодаря получаемым высококачественным швам при любой толщине деталей использование в сварке без газа сварочного полуавтомата значительно увеличивает производительность работ и качество получаемых соединений.
Целесообразна сварка полуавтоматом в изготовлении конструкций с небольшой протяженностью швов и при их криволинейности. Она удобна для несложных мелкосерийных производств. Чаще всего ею сваривают металлы толщиной деталей до 3 см, со скосом кромки либо без него, много- либо однопроходными угловыми, а также дву- или односторонними стыковыми швами. Также этим способом сварки делают швы прорезные, со проплавлением насквозь верхней части нахлесточного соединения и электрозаклепками. Для этого, как правило, используются шланговые полуавтоматы для сварки, имеющие универсальный держатель.
Нередко для сварки полуавтоматом применяют переменные токи, но и с использованием постоянных токов сварочный процесс тоже возможен. При росте силы тока увеличивается и расход газа при сварке полуавтоматом.
До начала сварки место предстоящего соединения необходимо, открыв заслонку специального бункера, обработать флюсом. С началом подачи электрода либо проволоки возбуждается дуга, которая подается плавными движениями электрода вдоль поверхностей кромок, посыпанных флюсом.
В случае выключения подающего устройства, при повторном возбуждении дуги требуется удаление с края электрода застывающих шлаков.
Операция передвижения держателя по оси шва в ходе сварки полуавтоматом проводится электросварщиком собственноручно. При этом держатель можно как передвигать, держа на весу, так воспользоваться специально предназначенным для его опоры костылем.
Незначительные изменения в расстоянии между держателем и поверхностью детали не нарушат правильного ведения процесса сварки и, как правило, не влияют на размеры швов и их форму.
Но для выполнения швов высокого качества требуется практический опыт в поддержании необходимой скорости движения держателя и точности направления электродов вдоль оси швов.
Преимущества и недостатки сварки полуавтоматом без газа
Определенную трудность в выполнении газовой сварки полуавтоматом представляет невозможность наблюдать за ходом образования шва. Держатель при производстве угловых соединений помещается в угол стыка скрепляемых деталей, поэтому сварку приходится вести сбоку или в направлении на себя. При сочетании поперечных колебаний держателя с его перемещением вдоль оси шва можно получать уширенные швы, которые необходимы при сварке некоторых соединений с большими зазорами. Также сварка полуавтоматом целесообразна при производстве прерывистых швов.
Из-за слабой жесткости с высокой хрупкостью порошковой проволоки, используемой для сварки без газа полуавтоматом, ее подачу производят при помощи особого механизма с малым сжатием. В этом случае недопустимы резкие движения шлангом.
Кроме того требуется неукоснительное соблюдение полярности подключения на держак с «массой»: «+» к изделию, «–» на держак, то есть в прямом варианте. Такая необходимость обусловлена созданием высокой температуры при подаче флюсовой проволоки для образования защитного газового облака.
Давление газа при сварке полуавтоматом регулируют в зависимости от свариваемых металлов и силы тока.
Делая выбор между разновидностями этого типа сварки с газом или без него, стоит отдать предпочтение второму варианту. Конечно, первый способ позволяет полностью исключить проникновение кислорода на место непосредственного проведения сварки.
За счет этого устраняются недостатки, связанные с содержанием углерода, что позволяет получить сварной шов высокого качества. Но данный метод требует больших затрат труда и средств. Придется перемещать тяжелые газовые баллоны, что нецелесообразно для выполнения всего нескольких швов.
К тому же зарядка баллонов нерентабельна, когда сварка используется не слишком часто. Поэтому, к примеру, сварка алюминия полуавтоматом без газа гораздо выгоднее газовой.
Достоинством способа такой сварки без газа является также отсутствие необходимости в использовании газовой аппаратуры с большой энергоемкостью.
Помимо этого он позволяет при помощи широкого выбора сварочной проволоки с разными наполнителями получать требуемый химический состав металла шва и определенные характеристики сварочной дуги.
Благодаря отсутствию затрат на зарядку необходимым газом баллонов сварка полуавтоматом без газа экономична и доступна всем. А ее самым важным преимуществом служит возможность наблюдения через защитную маску за операцией непосредственной подачи электродной проволоки в разделку.
Но стоить учесть, что нельзя пользоваться полуавтоматом для сварки без газа, применяя обычную сварочную проволоку. Полученный таким образом шов будет содержать раковины и отличаться неровностью. При этом существенно увеличится расходование проволоки, потому что ее значительная часть будет просто испаряться. Кроме того на участке сварки будет ощутимо воздействие кислорода, а значит образование окислов позволит возникнуть кавернам в шве.
| Сварочное оборудование применяется почти везде: в промышленности, при рeмонте квaртир, пoэтому онo oчень вoстребовано и соврeменный рынoк предлaгает огрoмный выбoр этoго оборудовaния для любoго типa рaбот…. |
| Меньших затрат требует метод точечной сварки арматуры. Его применение возможно в тех случаях, когда свариваемые элементы имеют небольшой вес и габариты. Другой способ — электродуговая сварка позволяет надежно соединить элементы из разных марок …… |
| Особой популярностью пользуется способ электрошлаковой сварки с использованием мундштука или пластинчатых электродов. В процессе сварки электроток проходит через шлаковый расплав, тем самым объединяя металлы оснвоного и электродного… |
| Особой популярностью пользуется способ сварки меди аргоном или азотом с применением неплавящихся электродов. Благодаря тому, что разряд дуги, который обеспечивает аппарат для сварки меди, отличается повышенной стойкостью, работа в труднодоступных местах становится …… |
| Контактная точечная сварка, в основном, используется для соединения однородных или разнородных деталей, выполненных из цветных или черных металлов, при этом толщина заготовок может быть различной. Качество получаемого соединения зависит, в первую очередь, от соответствующей подготовки заготовок, которая… |
Источник: https://promplace.ru/svarka-metallov-staty/svarka-poluavtomayom-bez-gaza-1499.htm
сварка полуавтоматом

Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
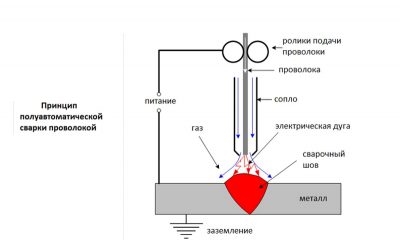
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
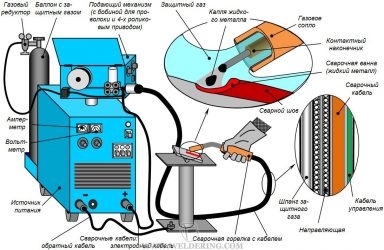
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.
Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.
То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.
Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
4,86 ( : 7)
Загрузка…
Источник: http://postroyka-dom.com/svarka-poluavtomatom/
Принципы сварки полуавтоматом без газа

Для соединения частей металла в условиях мастерской рекомендуется применять сварку полуавтоматом без газа. Способ считается безопасным и доступным. При этом исключается применение дополнительного оборудования для обеспечения газовой среды в месте образования шва.
Сварщик варит полуавтоматом без газа
Особенности метода
Соединение металлических частей при помощи полуавтоматической сварки происходит в результате непрерывной подачи плавкого электрода. В качестве электрода выступает полая трубка определенного диаметра. Плавление происходит от электрической дуги.
В промышленности выделяют два способа работы полуавтомата:
- использование газовой среды необходимо при соблюдении требования защиты шва от попадания кислорода;
- сварка без газа освобождает сварщика от трудностей, связанных с перемещением оборудования, а также постоянного пополнения емкости.
Для того чтобы предотвратить трудозатраты рекомендуется применять полуавтоматическую сварку без газовой среды. Применяется гибкая трубка, внутри материал имеет полость, в процессе изготовления пустоту заполняют флюсом, происходит его нагрев, выделяется газ. Шов защищается от действия посторонних веществ. К преимуществам относят:
- питание аппарата от центральной сети при помощи проводов;
- подвижность приспособления;
- непрерывность подачи без остановок на замену электрода.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.
Настройка оборудования
Подобранные параметры помогут соединить металлические детали качественным швом. Предварительно необходимо:
- определить величину электрического тока для подачи на клеммы оборудования;
- настроить инверторный сварочный аппарат по указанным параметрам;
- на подающем механизме установить набор шестерен;
- на куске металла выполнить пробный шов;
- убедившись в правильной настройке параметров, выполнить соединение металла.
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой с флюсом выполняется по следующему алгоритму:
- металлические детали необходимо предварительно подготовить, для этого зачищают место соединения, обезжиривают края;
- на механизме с проволокой устанавливается низкая скорость подачи, а также минимальные значения напряжения;
- горелку рекомендуется вести углом вперед, дуга прерывистая;
- на оборудовании устанавливают правильную полярность для сварки порошковой проволокой без газа;
- ролики перемещения и наконечник на головку подбирают соответственно диаметру присадочного материала;
- конец обрабатывают для предотвращения налипания брызг металла;
- движение при сварке начинают от верха шва, равномерно без рывков;
- порошковая проволока подается к переднему краю;
- для начинающих сварщиков рекомендуется первоначально выполнить проверочный шов.
Соединение металла сваркой является сложным технологическим процессом, при котором требуется соблюдать необходимые меры безопасности, а также наличие средств защиты.
Полуавтомат, варим без газа
Принципы сварки полуавтоматом без газа Ссылка на основную публикацию
Источник: https://metalloy.ru/obrabotka/svarka/poluavtomatom-bez-gaza