
Содержание
- 1 Установка для производства арболитовых блоков — Металлы, оборудование, инструкции
- 1.1 Линия «Русский Арболит-1»
- 1.2 Линия «Русский Арболит-2»
- 1.3 : сборка линий «Русский Арболит-1» и «Русский Арболит-2»
- 1.4 Самодельное оборудование и изготовленный на нем продукт
- 1.5 Почему невыгодно работать на самодельном оборудовании?
- 1.6 Этапы подготовки сырья и производства деревобетона-арболита
- 1.7 Операции
- 1.8 Особенности работы
- 1.9 Дробилки
- 1.10 Для смешивания
- 2 Конструкционный арболит, мини-установка для производства арболита — «ТехТрон»
- 3 Промышленное оборудование для производства арболита
- 4 Арболитовые блоки и особенности их изготовления
Установка для производства арболитовых блоков — Металлы, оборудование, инструкции
2016-06-17 16:30+0000 ООО «Русский Арболит». Телефон: +7(800)700-73-56, адрес:Кутузовский проспект, дом 22, Москва, 121151, Россия
«Русский Арболит» проектирует и строит линии для производства арболита с 2006 года.
Первая наша линия (изначально выпускаемая под брендом «Сфера-1», позднее – линия «Русский Арболит-1») по производству арболита вышла 10 лет назад. Она до сих пор производится и поставляется на предприятия сети. У нее есть свои преимущества – прежде всего, это сравнительно низкая цена и надежность (как у автомата Калашникова).
Но есть и существенный недостаток – производительность. Именно поэтому мы не стали сильно улучшать нашу первую линию, а создали принципиально новую – «Русский Арболит-2».
Вторая линия стала популярна, и на сегодняшний день, скажем без ложной скромности, на линиях «Русский Арболит-2» производится не менее 70% всего арболита, выпускаемого в стране.
«Русский Арболит» добился того, чтобы работа была не только добротной, но и максимально быстрой.
Большая часть оборудования, на котором в России производится качественный арболит, является разработкой ОКБ «Сфера» (Русский Арболит) или полной копией этих линий.
Для производства арболита понадобится также купить измельчитель древесины ИД-600М, который может производить ГОСТовскую щепу.
Линия «Русский Арболит-1»
Линия «Русский Арболит-1» – это ряд основных станков, каждый из которых предназначен для своего этапа работы:
- щепорез – для изготовления ГОСТовской щепы;
- смеситель – для замешивания арболитового раствора;
- вибропресс – для формирования блоков из арболита.
Также в комплекс входят специальные пресс-формы лазерной резки.
Линия проста, понятна и удобна в эксплуатации, ее проще, чем «Русский Арболит-2», расположить в помещении с нестандартной геометрией и низкими потолками. Недостатком является ее производительность – при том же количестве рабочих, что и на второй линии, она производит почти в два раза меньше блоков.
На линии удобнее работать, используя дозаторы и подъемники для них – это примерно на 15–20 % ускоряет темп производства.
Линия «Русский Арболит-2»
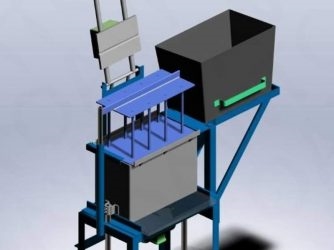
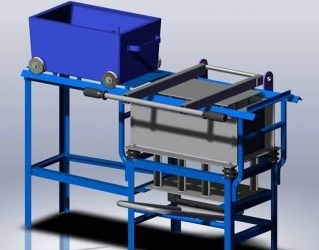
Линия «Русский Арболит-2» – это основной формовочный агрегат, который включает в себя сразу и смеситель, и вибропресс, а также дозаторы и подъемник для них; в дополнение к нему приобретают только щепорез и десятиместные пресс-формы. Линия требует больше места для размещения, так как агрегат нельзя разбить на несколько элементов, а высота его составляет почти четыре метра (при откинутом дозаторе – 390 см).
Также в комплект входит вся автоматика, управляющая процессом производства: электронный дозатор раствора, станция управления, система подачи воды с насосом и трубопроводом.
: сборка линий «Русский Арболит-1» и «Русский Арболит-2»
Каким должно быть оборудование для производства арболита? Можно ли не покупать мешалку и щепорез для арболита, а просто переоборудовать бетономешалку и дробилку для дерева и при этом все равно получать качественный арболит? Рассказываем о самодельном оборудовании и демонстрируем полученный на нем блок.
Самодельное оборудование и изготовленный на нем продукт
На первом фото – станок, изготовленный кустарным способом, и смеситель, не приспособленный под арболитовый раствор: такие мини-станки для производства арболита покупают или делают своими руками.
Хороших блоков на этих линиях не получится, особенно, если сохнуть блоки будут так, как на заднем плане: без опалубки. От места изготовления и распалубки их переносили на поддоны вручную еще сырыми.
При таком обращении блоки деформируются или крошатся, и на втором и третьем фото это наглядно видно.
А теперь – краш-тест некачественных блоков от производителей, которые сэкономили на цементе и/или минерализаторе.
Почему невыгодно работать на самодельном оборудовании?
Реализация кустарно изготовленных блоков – дело неблагодарное. На первых порах производителю будет тяжело оттого, что его не знает никто, кроме соседей, которым он продает блоки, затем станет сложно как раз потому, что о качестве его блоков будут знать все.
А качество кустарных стройматериалов хромает всегда – что-то не так или с геометрией, или с прочностью, или с теплопроводностью, или со всем вместе. Не стоит тратить деньги ни на организацию самопального производства, ни, тем более, на блоки с такого производства.
Производить качественные арболитовые блоки, которые будут удовлетворять требованиям самых придирчивых покупателей, выгоднее и надежнее на профессиональном сертифицированном оборудовании. Именно такое оборудование изготавливает компания «Русский Арболит».
Источник: https://ruarbolit.ru/oborudovanije/
Этапы подготовки сырья и производства деревобетона-арболита
Производство арболита – процесс довольно трудоемкий. Все дело в том, что древесная стружка и цемент – вещества, плохо сцепляющиеся друг с другом. Поэтому так важно соблюдать правильный режим изготовления. Например, внутри помещения, где расположено производство должна быть круглогодично температура не ниже +12–+15 С, иначе процесс гидратации цемента сильно замедлится.
Процесс изготовления можно разбить на несколько этапов. Для каждого из них необходимо соответствующее оборудование:
- получение щепы должного размера;
- дозировка и замешивание смеси;
- утрамбовка;
- укладка в пресс-формы;
- сушка изделий;
- отвердение и набор прочности.
Теперь мы расскажем подробнее про оборудование для производства арболита и изготовления блоков из него.
Следующее видео посвящено линии по производству арболита:
Главный аппарат при изготовлении арболита – рубительная машина-станок для получения щепы нужного размера. Если состав смеси может варьироваться, то требования к параметрам щепы должны соблюдаться точно.
Операции
Как правило, установка для получения технологической щепы для производства арболита выполняет несколько операций:
- загрузка кусковых деревянных отходов;
- удаление металлических элементов;
- собственно измельчение;
- сортировка по размерам;
- повторное измельчение;
- отгрузка.
Особенности работы
Особенности работы:
- Отходы лесоперерабатывающей промышленности конвейером подаются в рубительную машину. Перед загрузкой металлоискатель обнаруживает, если они есть, металлические элементы.
- В рубительной машине древесные отходы измельчают: как правило, механизм состоит из ротора с режущими ножами.
- Затем щепа конвейером передается в дозатор и попадает на сортировочное устройство.
- Кондиционная щепа отправляется в бункер, а оттуда в смесительный агрегат.
- Некондиционная – слишком крупная, передается назад на повторное измельчение.
Чаще всего на производство используют китайские машины, однако они пользуются не самой лучшей репутацией. Европейские и российские агрегаты надежнее.
- Стоимость станка колеблется от 104 тыс. р. до 290 тыс. р.
- Цена мультифункциональных машин, позволяющих получать любые размеры и виды щепы, даже декоративные, намного выше – до 3 млн. р.
Дробилки
Исследования арболита и проведение испытаний, позволяют утверждать, что лучшими качествами обладает дробленка, полученная по двухступенчатой системе: изготовление щепы в рубильной машине и измельчение в молотковой мельнице. В этом случае процесс изготовления сам превращается в небольшую технологическую линию.
Используют несколько различных устройств.
- Дисковые рубильные машины – на таких устройствах получают технологическую щепу, но несколько больших размеров, чем это необходимо для арболита. Измельчение в этом случае необходимо. Цена аппарата – от 165 тыс.р.
- Роторно-ножевые дробилки – здесь получают топливную щепу, по размерам она прекрасно подходит для деревобетона. К тому же предусмотрена регулировка длины щепы. Однако ножи в таких устройствах необходимо либо менять, либо наплавлять, так как они не затачиваются. К тому же сами деревянные отходы должны быть в какой-то степени подготовлены – с длиной не более 45 см, а толщиной в 10 см. Стоимость дробилок колеблется от 120 до 160 тыс. р.
- Шредеры – валковые измельчители. Машины производятся для изготовления одного конкретного вида щепы. Производительность такого аппарата превосходна, но и стоимость намного выше – 650–980 тыс. р.
- В молотковой дробилке расщепление производится за счет ударов молотков, закрепленных на роторе. Щепа просеивается через колосниковую решетку, что и гарантирует получение фрагментов точно установленной величины. Стоимость дробилки – 250–300 тыс. р.
Для смешивания
- Дозаторы или хотя бы емкости, с помощью которых осуществляется измерение объема и подача в смеситель. Таким образом подается вода, цемент, химические ингредиенты за исключением хлорида кальция. Последний впрыскивают с помощью труб-распылителей в момент перемешивания смеси.
- Циклический смесительный механизм, то есть, бетономешалка принудительного типа. Перемешивание производится не менее 10 минут. Стоимость аппарата – от 74 до 303 тыс. р.
- Бункер-укладчик.
- Разборные деревянные или металлические формы.
Про мини-станки для производства блоков из арболита и изготовления самого арболит, а также цены на оборудование читайте ниже.
В этом видео представлено изготовление арболита при помощи станка:
Арболит – один из видов бетона. Изделия из него нуждаются в трамбовке тем или иным методом, иначе в материале остается слишком много воздуха, и он не набирает должной прочности и плотности.
На сегодня наиболее распространены 4 вида получения арболита.
- Ручная трамбовка – осуществляется прямо на полу помещения, где в дальнейшем изделия отверждаются на воздухе. Укладка производится в течение 10–15 минут. Важным является постоянная осадка материала. Поэтому сначала арболит в форме прокалывают вилами, а затем уже прессуют стальной трамбовкой. Если формы удаляются сразу же после трамбовки, смесь готовят с минимальным количеством воды, если спустя сутки – воды добавляют больше. Последний вариант лучше, так как гарантирует более высокую прочность.
- Ручная трамбовка на вибростоле – в этом случае формы располагают на вибростоле, заливают в них арболит и осаживают вилами. Время работы вибростола – 10, 20, 30 с, определяется опытным путем и зависит от плотности и объема изделия. Затем форма снимается, и деревобетон прессуется стальной трамбовкой. Длительное использование вибростола для лучшего уплотнения не допускается, так как при этом цемент может стекать со щепы. Основную работу по трамбовке осуществляют опять-таки ручным инструментом. Усадка весьма заметна: при изготовлении конструкционного арболита, например, усадка должна достигать 25 %. Стоимость вибростола зависит от мощности и габаритов и варьируется от 25 до 90 тыс. р.
- Вибростанок – наиболее затратный способ получения арболита, но позволяющий получить изделия любой плотности и очень высокого качества. Стальная форма с арматурой и закладными, если они нужны, заливается смесью, накрывается крышкой и помещается в вибропресс. Здесь под действием гидродомкратов и вибрации материал усаживается. Крышка опускается и защелкивается. Изделие удерживается в отапливаемом помещении, пока не достигает распалубной прочности. Минимальная цена устройства – 80 тыс. р.
Источник: https://spb-metalloobrabotka.com/ustanovka-dlya-proizvodstva-arbolitovyh-blokov/
Конструкционный арболит, мини-установка для производства арболита — «ТехТрон»

Арболит — это легкий бетон на органических наполнителях — отходах деревообработки и сельского хозяйства. При изготовлении арболита используют опил, древесную щепу, солому, шелуху, камыш, и т.п.
Другие популярные названия арболита — опилкобетон, деревобетон, дюрисол (durisol), велокс (velox).
Опилкобетон в строительстве применяется в качестве как теплоизоляционного, так и конструкционно-теплоизоляционного материала.
Отличаются они между собой следующими показателями:
теплоизоляционный материал — средняя плотность 300-700 кг/м3 и прочность на сжатие 0,4-3 МПа;
конструкционно-теплоизоляционный материал — средняя плотность 700-1200 кг/м3 и прочность на сжатие от 3 до 10 МПа.
Арболит (опилкобетон) в строительстве применяется в качестве как теплоизоляционного, так и конструкционно-теплоизоляционного материала.
Отличаются они между собой следующими показателями:
теплоизоляционный материал — средняя плотность 300-700 кг/м3 и прочность на сжатие 0,4-3 МПа;
конструкционно-теплоизоляционный материал — средняя плотность 700-1200 кг/м3 и прочность на сжатие от 3 до 10 МПа.
По теплопроводности толщина стены из опилкобетона в 20 см равна стене из кирпича в полметра или стене из деревянного бруса в 15 см. Блоки из арболита можно сверлить и пилить, в них легко вколачивать гвозди. Материалы необходимые для производства арболита легкодоступны, технология изготовления блоков — простейшая при минимальных трудозатратах.
Дом, построенный из арболита, получается сухим, теплым, прочным, стены у него не горят, не гниют и хорошо поддаются отделке, по комфортабельности близок к деревянному.
В качестве вяжущего при изготовление опилкобетона, как правило, применяют цемент. В связи с тем, что цементное тесто представляет собой щелочную среду, некоторые органические вещества опилок под воздействием щелочных соединений превращаются в сахара, растворимые в воде, что в свою очередь отрицательно влияет на процесс твердения опилкобетона.
Лучше всего для опилкобетона подходят такие породы древесины, как ель, тополь, береза, сосна. Хуже всего подходит лиственница.
Чтобы снизить влияния водорастворимых органических веществ на цемент, опилки обрабатывают физическими или химическими способами.
Самый простой — это физический способ.
Дело в том, что окисление органических веществ очень хорошо происходит при выдержке опилок на воздухе, особенно под воздействием ультрафиолетового излучения солнца, когда одни вещества окисляются и впитываются в стенки древесных клеток, а другие вещества подвергаются действию бактерий, бродят и частично окисляются.
Кроме того, в процессе высыхания некоторые вещества кристаллизуются и переходят в нерастворимые формы. К сожалению, этот способ обработки, самый не практичный из-за длительности процесса, который может растянуться от 2-х до 8-ми месяцев, в зависимости от породы древесины.
Другой способ — пропитка опилок водой путем вымачивания в специальных емкостях. Этот способ также малопрактичен, т. к. требуется много времени для его реализации.
Самый лучший способ — обработка опила растворами хлористого кальция или жидкого стекла.
Жидкое стекло обеспечивает быстрое твердение изделий, однако конечная их прочность снижается примерно вдвое по сравнению с прочностью изделий, обработанных хлористым кальцием. Данный недостаток частично компенсируется возможностью использовать опилки любой породы и с любой степенью выдержки.
Хлористый кальций позволяет получать качественные изделия при использования выдержанных опилок хвойных пород. Достаточная степень выдержки обычно достигается естественным образом за некоторое время нахождения опила под открытым небом.
Кроме всего прочего, на практике для изготовления опилкобетона, применяют так же гашеную известь. Приведем один из составов 1 м3 опилкобетона М50 плотностью 1000 кг/м3 с применением известкового теста:
Цемент, кг — 230
Опилки, кг — 220
Песок кварц, кг — 500
Известковое тесто, кг — 50
Вода, л — 100 — 150
Количество воды, необходимой для замеса вяжущего и заполнителя, очень сильно зависит от исходной влажности опилок.
Достоинства арболита
Арболит инертен и долговечен:
- Не горит.
- Наполнитель не гниет, так как слабо поражается микроорганизмами и грибками (плесенью).
- Устойчив к воздействию химических веществ.
Прочен:
- Обладает повышенной сопротивляемостью ударным нагрузкам, не трескается. Это важно как при эксплуатации зданий, так и при перевозке арболитовых блоков автомобильным транспортом. Этим свойством не обладает ни один кладочный материал на минеральной основе.
- Имеет высокий предел прочности при изгибе.
- Конструкционный арболит может восстанавливать свою форму после временного превышения предельных нагрузок.
Технологичен:
- Гвозди в арболит можно забивать так же легко, как в древесину.
- Легко поддается рубке, обработке пилением.
Экологичен:
- Безвреден для здоровья и окружающей среды.
- Обеспечивает хорошую звукоизоляцию помещений.
Экономичен:
- «Дышит». Это его свойство позволяет снизить расход энергии на вентиляцию зданий.
- Отлично сохраняет тепло — стена из арболитного блока толщиной 30 см равноценна по теплопроводности толщине стены из кирпича в 1 метр. Это позволяет уменьшить затраты на отопление, снизить расход материала при строительстве, увеличить жилую площадь дома за счет сокращения толщины стен.
- Масса 1 м2 арболитовой стены по весу в 2 раза легче керамзитобетонной и в 4 раза кирпичной кладки. Это позволяет использовать более простые и дешевые фундаменты.
Преимущества применения арболита в малоэтажном строительстве:
1. Жилье строится из экологически чистого материала.
2. Низкая стоимость коробки здания.
3. Низкие эксплуатационные затраты на отопление и вентиляцию.
4. Возможность применения в сейсмоопасных зонах.
Производим на собственных установках и продаем арболитовые блоки, по цене 3600 руб. за м3 !
Источник: http://tehtron.com/oborudovanie/ystanovkaarbolit/arbolit/
Промышленное оборудование для производства арболита
2016-06-17 16:30+0000 ООО «Русский Арболит». Телефон: +7(800)700-73-56, адрес:Кутузовский проспект, дом 22, Москва, 121151, Россия
«Русский Арболит» проектирует и строит линии для производства арболита с 2006 года.
Первая наша линия (изначально выпускаемая под брендом «Сфера-1», позднее – линия «Русский Арболит-1») по производству арболита вышла 10 лет назад. Она до сих пор производится и поставляется на предприятия сети. У нее есть свои преимущества – прежде всего, это сравнительно низкая цена и надежность (как у автомата Калашникова).
Но есть и существенный недостаток – производительность. Именно поэтому мы не стали сильно улучшать нашу первую линию, а создали принципиально новую – «Русский Арболит-2».
Вторая линия стала популярна, и на сегодняшний день, скажем без ложной скромности, на линиях «Русский Арболит-2» производится не менее 70% всего арболита, выпускаемого в стране.
«Русский Арболит» добился того, чтобы работа была не только добротной, но и максимально быстрой.
Большая часть оборудования, на котором в России производится качественный арболит, является разработкой ОКБ «Сфера» (Русский Арболит) или полной копией этих линий.
Для производства арболита понадобится также купить измельчитель древесины ИД-600М, который может производить ГОСТовскую щепу.
Арболитовые блоки и особенности их изготовления

20 5
Простота изготовления
20 5
Трудоемкость при использовании
20 5
Экологичность
Арболитовые блоки относятся к легким стеновым строительным материалам. Они изготавливаются из опилок, древесины, цемента, воды и других составляющих.
В качестве основной составляющей используется древесная щепа, которая представляет собой рубленую древесину. У таких блоков больше граница прочности, чем у пеноблоков и газоблоков. Важными характеристиками материала являются: высокая устойчивость к трещинам и ударопрочность.
Первоначальным этапом производства арболита является тщательная подготовка всех необходимых компонентов, затем следует приготовление основы, ее отлив в формы для дальнейшего получения блоков.
Подготовка основы
Наполнитель для блоков включает в себя стружки и опилки в пропорции 1:2 или 1:1. они должны быть хорошо просушены, для этого их выдерживают 3-4 месяца на открытом воздухе, периодически переворачивая и обрабатывая раствором извести.
В последнем случае на 1 куб. метр сырья необходимо около 200 л раствора извести 15%. В нем будут находиться древесные компоненты в течение 4 дней, которые требуется перемешивать 2-4 раза в день.
На данном этапе главная цель – это убрать сахар, содержащийся в опилках. Он может стать причиной их дальнейшего гниения.
Щепу можно купить готовую, а можно сделать самим, соорудив щепорез. Что это такое и как он работает, расскажет видео:
После того как опилки подготовлены, к ним присоединяют следующие добавки:
- Гашеная известь;
- Сернокислый кальций и алюминий;
- Портландцемент 400 марки;
- Растворимое жидкое стекло;
- Хлористый кальций.
Как правило, доля этих компонентов в арболитовой смеси не превышает 4% от массы цемента. Они придают конечному продукту устойчивость к гниению, обеспечивают высокую огнеупорность и пластичность.
Технология изготовления
Арболитовые блоки имеют оптимальные параметры 25 см*25 см*50 см. они удобны не только в процессе изготовления, но и при укладке. Процесс отливки заключается в следующем: блоки заполняются арболитовой смесью из трех слоев. После каждого подхода следует тщательное уплотнение деревянным молотком, обшитым жестью.
Лишняя масса ударяется при помощи линейки, а форма выдерживается сутки с температурой воздуха от +18оС. По истечению времени блоки извлекаются из форм путем небольшого постукивания и выкладываются на ровное основание для полного затвердения на 2 дня и просушивания на срок от 10 дней.
На фото — процесс выемки арболитового блока из станка после формовки:
Оборудование
Чтобы производить арболитовые блоки может потребоваться различное оборудование в зависимости от объема производства и используемого сырья. Процесс изготовления данного строительного материала и его конечный результат должны отвечать ряду критериям: ГОСТ 19222-84 и СН 549-82.
Чаще всего для производства арболита используются остатки деревьев хвойных пород. Их измельчение производится на рубильной машине (РРМ-5, ДУ-2 и прочие). Более тщательный процесс дробления производится на дробилках (ДМ-1) или молотковых мельницах. На вибростолах из измельченной древесной смеси отделяются кусочки земли и коры.
Саму арболитовую смесь рекомендуется приготавливать на лопастных растворосмесителях или смесителях принудительного цикличного действия. Перевозить готовую смесь к специальным формам можно с помощью кюбелей или бетонораздатчиков. А сам подъем транспортера не должен превышать 15о вверх и 10о вниз при скорости движения до 1 м/с. Падение смеси осуществлять на высоте не более одного метра.
Уплотнение конструкций можно произвести как ручными трамбовками, так и вибропрессом (Рифей и прочие). Если изготовить блоки из арболита необходимо в небольших объемах, то можно воспользоваться специальным мини-станком. Если речь идет о промышленных масштабах, то используют целые линии по производству арболитовых блоков, которые включают в себя станки для изготовления блоков, прессы и смесители.
Так выглядит линия по производству арболитовых блоков
Лучший процесс затвердения достигается путем использования тепловых камер с ТЭНом, ИК-излучением и т. д. В них можно контролировать необходимую температуру и уровень влажности.
Формы для блоков
Формы для производства арболитовых блоков могут быть следующих размеров: 20 см*20 см*50 см или 30 см*20 см*50 см. для строительства конструкций из арболитовых блоков формы могут выпускаться и других размеров (для перекрытий, вентиляционных систем и т. д.).
Формы для блоков можно купить, а также можно изготовить своими руками. Для этого понадобятся доски толщиной 2 см, которые сбиваются в необходимую по размерам форму. Внутренняя часть обшивается фанерой и сверху пленкой или линолеумом.
Схема по изготовлению формы для арболитовых блоков
Как сделать арболитовые блоки своими руками
Список оборудования:
- Разъемная форма и вставки для нее;
- Падающий и вибростол;
- Установка для подъема формы;
- Ударно-встряхивающий стол;
- Лоток для смеси;
- Поддон для формы из металла.
Имея все необходимое оборудование для производства блоков, можно получать 300-400 м3 стройматериала в месяц. При этом площадь для установки всего оборудования потребуется около 500 кв. м и затраты на электроэнергию 10-40 кВт/ч.
Изготовление больших блоков требует их дополнительного армирования. Когда форма заполнена на половину арболитовой смесью, сверху заливается слой бетона с арматурой, после этого продолжается заполнение арболитом.
При самостоятельном изготовлении блоков из арболита органические вещества необходимо залить водой, после чего – цементом до однородного состояния. Для этого потребуется 3 части цемента, 3 части опилок или древесной стружки и 4 части воды. Получившаяся смесь должна быть сыпучей и в тоже время удерживать форму при сжатии в руке.
Перед заливкой внутренняя часть формы смазывается известковым молочком. После этого можно выкладывать подготовленную смесь слоями с тщательной утрамбовкой. Поверхность блока выравнивается шпателем и заполняется штукатурным раствором на высоту 2 см.
о том, как осуществляется производство арболитовые блоки своими руками:
- Уплотнить смесь можно при помощи дерева, обитого железом.
- Наибольшей прочностью обладают блоки, которые находились под пленкой во влажном состоянии около 10 дней. При этом температура воздуха не должна быть ниже 15 градусов.
- Предотвратить пересыхание блоков можно, периодически поливая их водой.
Достаточно просто самостоятельно изготовить данный строительный материал. Если соблюдать все технологии, то конечный продукт будет прост в применении, обладать высокой прочностью, пожаробезопасностью и длительным сроком эксплуатации.
Источник: http://stroyres.net/kamennye-materialy/stenovye-bloki-i-kamni/arbolitovye/osobennosti-ih-izgotovleniya.html