Гибка профильных труб
Стандартная конфигурация профильных труб может не подойти для сборной конструкции. Нередко требуется применение согнутых изделий под определенным углом, который не всегда равен стандартной величине 45° или 90°. В таких случаях необходима гибка профильных труб, для чего применяется специальный вид оборудования.
О трубогибах
Изменение геометрии стальных изделий – процесс сложный, требующий выбора определенной технологии и станков. Специфика подобной контролируемой деформации заключается не только в придании нужной формы, но и сохранении при этом основных параметров – толщина стенок, ширина и высота, эксплуатационные качества.
Гибка профильной трубы представляет собой процедуру изменения ее внешних размерных характеристик путем механического или электромеханического воздействия. При этом различают два основных способа — холодная и горячая обработка.
[su_box style="default" title="" box_color="#8A1B00" radius="0"]
Для деформации изделий больших размеров их поверхность в месте сгиба нагревается до температуры вязкости. В дальнейшем с помощью специального оборудования происходит постепенное формирование поворотного узла в профиле. Такая технология характерна для конструкций, размеры которых превышают 300*300 мм.
[/su_box]
Трубогиб для профильной трубы с небольшими габаритами работает по другому принципу. Изменение геометрии профиля происходит только с помощью механического воздействия отдельных элементов оборудования. Они отличаются конструкцией и разделяются на следующие виды:
Ручные
Для создания усилий применяются механизмы, приводимые в действие с помощью ручной силы. Это могут быть резьбовые толкатели, система рычагов. Именно такой принцип работы лежит в основе большинства самодельных моделей.
Ручной трубогиб для профильной трубы — это одна из самых распространенных разновидностей оборудования подобного назначения. Они отличаются большим разнообразием конструкции, возможностью работать со стальными изделиями всевозможной конфигурации. Однако для них характерен один недостаток – ограничение по толщине изделия и его сечению.
Гидравлические
Механическое воздействие на поверхность профиля создается с помощью гидравлического цилиндра. Отличаются способом повышения давления в поршне – ручной или электрический насос. В результате этого шток цилиндра постепенно выдвигается, создавая нагрузку на поверхность трубы. Это приводит к ее деформации и образованию нелинейности.
Модели с этим принципом действия могут быть стационарные (производственные) и переносные. Последние применяются для работы непосредственно на объекте.
Электромеханические
Чаще всего они представляют собой 3-х валовые конструкции с приводом от силового агрегата – электродвигателя. Труба помещается между тремя роликами, средний из которых может менять свое положение в вертикальной плоскости. На профилегибочный станок помещают стальной профиль, центральный вал при этом помещен на нужный уровень относительно крайних. При его вращении происходит равномерный гиб изделия.
Такое оборудование применяют в том случае, если необходимо сделать изгиб на профиле с тонкой стенкой. Этому способствует плавная регулировка прижима и равномерное распределение давления на поверхности.
Выбираем конструкцию
Можно ли сделать самодельный трубогиб? Да, но только в том случае, если будут использоваться соответствующие расходные материалы. Основная задача такой конструкции – выдержать нагрузки и выполнить деформацию поверхности профиля. Еще одним немаловажным фактором является простота изготовления. Поэтому специалисты рекомендуют выбирать трубогиб с конфигурацией, показанной на чертеже.
Принцип работы устройства заключается в изменении геометрии стального профиля с помощью давления среднего вала, расположенного на регулируемой станине.
Для изготовления понадобятся следующие материалы:
- Корпус представляет собой стальные пластины толщиной от 3 мм. Они образуют единую конструкцию с помощью сварки.
- Валики лучше всего изготовить под заказ в токарной мастерской. Ширина их рабочей поверхности зависит от размеров профильных труб. Рекомендуется брать небольшой запас.
- На вертикальную станину монтируется червячный вал.
- Цепная передача с велосипедными «звездочками» — они будут крепиться к крайним валикам.
По завершению сварки станины и вертикальной стойки необходимо установить крайние валы на подшипники. К ним же привариваются велосипедные шестерни, монтируется цепь. Для прокрутки профиля необходима ручка, которая крепится к одному из валов.
https://www.youtube.com/watch?v=7sPaA_TtGQw
После установки центральной станины выполняется пробная гибка профиля. Сначала рекомендуется брать тонкостенные изделия (до 1,2 мм) с небольшими размерами. С помощью среднего прижима устанавливается максимальный радиус изгиба. Стоит отметить, что потребуется приложить большие физические усилия для первичной деформации. Поэтому устройство должно быть жестко закреплено, а верхняя ручка червячной передачи быть максимально длинной. В этом случае применяется принцип рычага Архимеда.
Выполнив первичный излом необходимо продолжить деформацию по всей длине . Для этого необходимо проворачивать ручку, расположенную на одном из крайних валов. После проведения испытаний выполняется визуальный контроль целостности стального изделия.
На видео можно ознакомиться с примером изготовления подобной конструкции
Трубогиб своими руками.
Однако при достаточно большом объеме работы рекомендуется приобрести заводские модели гидравлического типа. Они обладают хорошими эксплуатационными характеристиками, надежны в работе, не требуют подключения к электросети. Подобный трубогиб профильной трубы предназначен для постоянного использования.
Рекомендуемые радиусы изгиба
Самодельный трубогиб для профильной трубы должен не только обеспечивать контролируемую деформацию изделия, но и сохранить целостность его структуры. Не допускается появление трещин, разрывов и утончений при выполнении изгиба. Для минимизации этих явлений рекомендуется придерживаться рекомендуемых значений радиусов.
Нормативным документом для этого является ГОСТ 17365-71. Несмотря на то что он разрабатывался для труб круглого сечения, его требования вполне применимы для профильных.
Основной характеристикой при выборе минимального радиуса является высота профиля (h).
- Для изделий с h менее 20 мм радиус может составлять 2,5*h.
- Если же высота превышает 20 мм, то минимальный радиус изгиба равен 3,5*h.
При этом утончение стенки не должно превышать 15% от изначального значения.
На практике сделать подобные изгибы на самодельном оборудовании практически невозможно. Для этого применяют специальные автоматизированные станки.
Настолько ли сложна гибка профильных труб своими руками? Для изделий с небольшими размерами эту операцию можно сделать и на самодельном оборудовании, но если потребуется высокая точность – следует прибегать к услугам специализированных компаний.
Источник: http://trubinfo.ru/profilnye/gibka-profilnyh-trub.htm
Как загнуть трубу наименьшим радиусом?
Домашние мастеровые сегодня самостоятельно выполняют для своих хозяйств почти все системы жизнедеятельности: водопровод, отопление, канализацию, строят малоэтажные дома, подсобные помещения, теплицы. Изобретают недорогие приспособления для изготовления и обработки строительных материалов, гнутья всевозможных профилей, резки и гибки различных труб, используют технологии сварки и отливки.
Гибка труб используется при создании металлических ограждений, это позволяет исключить необходимость в сварке и добиться нужного результата, просто согнув цельную трубу под необходимым углом.
Постоянно встречающихся причин для частой гибки труб в домашнем хозяйстве частного домовладения нет.
Однако появившаяся потребность в гнутой трубе, как правило, заявляет о себе требовательно и безотлагательно. Это может быть ремонт индивидуального водопровода или отопления, дополнительный отвод или что-то подобное.
Встает задача взять и загнуть нужную деталь.
А каким радиусом загнуть и как?
Схема правильной гибки труб.
Можно попробовать гнуть без всякой теории, но лучше воспользоваться чужим опытом. Чтобы при загибе трубы не сплющились, не порвались, не сморщились гофрой, необходимо знать минимальный радиус гибки, который зависит от материала, диаметра и толщины стенок. Влияет и применяемый метод сгибания. Но все по порядку.
https://www.youtube.com/watch?v=ElBvRiwrORk
Минимальный радиус зависит от диаметра загибаемой круглой трубы: чем больше ее диаметр, тем больше и радиус загиба. Ориентировочно до 20 мм он составит 3, а для труб большего размера – 4 наружных диаметра. Горячие способы позволяют почти вдвое уменьшить радиус гибки. Уменьшение происходит за счет увеличивающейся при нагреве пластичности стали.
Табл.1. Минимальный радиус гибки водогазопроводных труб (ГОСТ 3262-92 в редакции 1992 года), в мм.
| Наружный диаметр, мм |
Условный проход, мм |
Минимальные радиусы гибки, мм |
| Холодные способы |
В горячем состоянии |
| 13,5 |
8 |
80 |
45 |
| 17,0 |
10 |
100 |
55 |
| 21,3 |
15 |
130 |
65 |
| 26,8 |
20 |
160 |
80 |
| 33,5 |
25 |
200 |
100 |
| 42,3 |
32 |
250 |
135 |
| 48,0 |
40 |
290 |
150 |
| 60,0 |
50 |
360 |
190 |
Водогазопроводные трубы стальные, толстостенные, гнутся неохотно, требуют больших усилий, поэтому не рекомендуют применять без особой необходимости минимальный радиус сгиба. В большинстве случаев можно обойтись большими радиусами или применить фитинги.
Сложнее обстоит дело, если требуется гнуть профилированную трубу, часто это квадратная или прямоугольная. В домашних условиях это качественно сделать чрезвычайно трудно: при изгибе необходимо специальными приспособлениями удерживать форму сечения от сплющивания.
Табл.2. Минимальный радиус гибки медных (ГОСТ 617-90) и латунных (ГОСТ 494-90) труб, мм.
| Наружный диаметр, мм |
Наименьший радиус гибки, мм |
| 3,0 |
6 |
| 6,0 |
13 |
| 10,0 |
21 |
| 12,0 |
25 |
| 15,0 |
32 |
| 18,0 |
38 |
| 24,0 |
50 |
| 30,0 |
65 |
| 36,0 |
76 |
Медные и латунные сантехнические изделия применяются в индивидуальном жилье все чаще. Металл легко поддается деформации, поэтому работать с трубами из него значительно легче, чем со стальными. Но физика деформаций при изгибе общая для латунных, медных и стальных труб.
Когда труба загибается, ее наружная поверхность в зоне загиба растягивается и стенка становится тоньше, а внутренняя поверхность радиуса, наоборот, сжимается и стенка утолщается. Это происходит и при холодном, и при горячем методе сгибания, во втором случае сжатие и растяжение происходит значительно сильнее. В зоне сгиба круглая форма сечения стремится сплющиться, стать овальной, условный проход уменьшается, если не принять мер против этих явлений.
Как загнуть своими силами?
Вы сможете гнуть практически все круглые трубы – диаметром от 6 миллиметров до толстостенных 163 миллиметровых труб, и даже больше.
В промышленном производстве существуют полуавтоматические и автоматические станки для массовой гибки деталей. На один сгиб уходит около 6 секунд. Небольшие мастерские, например, в управляющих компаниях, ЖЭУ, оснащены электрическими трубогибами с набором нужных насадок. В большинстве случаев стоит обратиться к ним, чтобы загнуть нужную в хозяйстве деталь. Конечно, это стоит каких-то денег, нужно договориться, сделать чертеж. А если такой возможности нет?
Существует несколько способов гнуть без нагрева, вот некоторые из них: обкатка, растяжение, наматывание, волочение, через фильеру, по копиру. Основной задачей всех приспособлений для гибки является сохранение круглой формы и условного прохода трубы, для чего применяются ролики или валки с наружной канавкой по форме и размеру трубы. Следующей целью является усиление действий человека за счет рычага или применения гидравлического пресса.
Гибка стальных труб в домашних условиях
Ручные трубогибы имеют несколько насадок на разные диаметры и применяются для гибки медных, латунных, алюминиевых и тонкостенных стальных труб диаметром до 22 мм.
https://www.youtube.com/watch?v=Fzx3t6cucA4
Ручные трубогибы имеют несколько насадок на разные диаметры и применяются для гибки медных, латунных, алюминиевых и тонкостенных стальных труб диаметром до 22 мм. Водогазопроводные ручными приспособлениями не загнуть, для их гибки использовать придется уже гидравлику. Такой гибочный пресс устанавливается на стол или зажимается в тиски. Для единичных деталей, изготавливаемых время от времени, существует приспособление на тисках, позволяющее гнуть наименьший радиус.
Приобретать дорогостоящие приспособления для единичных работ невыгодно. Резон может оказаться при осуществлении предпринимательской деятельности по оказанию таких услуг населению. А для редких случаев существуют и более простые способы гибки труб, но требующие на это много времени. Для этого потребуется приготовить следующие инструменты и материалы:
- Прокаленный речной песок, 30 кг.
- Прочный стол или верстак.
- Цилиндрической формы металлическая оправка с радиусом загиба.
- Две деревянные пробки.
- Паяльная лампа.
Песок нужно просеять и прокалить на костре или паяльной лампой до исчезновения дыма. Затем приготовить стол, закрепив на нем оправку и установив упор для одного из концов. Упором могут служить тиски, установленные на стол. Вся конструкция также должна быть закреплена, иначе труба повернет ее вокруг себя.
Если планируется нагрев, то в пробках лучше просверлить отверстия диаметром 3-4 мм для выхода газов, образующихся при нагревании.
Для сохранения круглого сечения она заполняется прокаленным песком, для чего забивается один торец деревянной пробкой, насыпается и уплотняется песок постукиванием. Забивается вторая пробка, после чего трубу можно гнуть. Если один ее конец нельзя использовать как длинный рычаг, то нужно взять отрезок трубы большего диаметра и одеть его для удлинения.
Используя стол как плоскость сгиба, устанавливаем один конец между оправкой и упором. Вторым концом, как рычагом, огибаем оправку и таким образом гнем трубу. Заполненная песком, она сохранит круглую форму и диаметр сечения в месте сгиба. Угол на 2-3% уменьшаем, так как металл пружинит, частично восстанавливая прежние размеры.
Для выполнения минимального радиуса загиба потребуется паяльная лампа. Заполненную песком трубу нагреваем лампой до покраснения в зоне сгиба, которую нужно заранее разметить. Немедленно после прогрева устанавливаем ее на стол и осуществляем гибку. Если планируется нагрев, то в пробках лучше просверлить отверстия диаметром 3-4 мм для выхода газов, образующихся при нагревании.
При остывании сталь, как и другой металл, немного возвращает предыдущую форму. То есть угол сгиба может оказаться больше необходимого. Тогда процесс нагрева и гибки нужно повторить. После получения нужной формы пробки высверливают или выжигают, песок высыпают и хранят для следующего раза. Проверяют место сгиба на отсутствие растяжек, трещин, разрывов и гофры. В завершении трубу обрезают до нужных размеров, очищают от окалины, нарезают резьбу, и деталь готова.
Огонь, медные и латунные трубы
Медные и латунные трубы можно гнуть, также заполняя их песком, если планируется минимальный радиус гибки с нагревом. Если без нагрева, то заливают расплавленной канифолью, после заглушки торцов трубу гнут. Для гибки небольших, до 22 мм диаметров, лучше иметь в хозяйстве ручной рычажный трубогиб, который есть в продаже. С его помощью быстро и легко гнуть разные детали трубопроводов.
Для гибки малыми радиусами медных и латунных труб в домашних условиях также понадобится паяльная лампа или газовая горелка. Отожженная труба гнется на оправке легко, но исправлять сгиб труднее, необходим повторный нагрев. Кроме заполнения песком, используют специальное приспособление – пружину, одеваемую на трубу в месте сгиба. Пружина позволяет гнуть, но не дает трубе сплющиваться. Сохраняется геометрия сечения трубы. После гибки пружину «свинчивают» и снимают.
Пластиковые трубы гнем без проблем
Виды загибов труб: а – калач; б – отводы; в – утка; г – скоба.
https://www.youtube.com/watch?v=jU4w9c3RoCs
Пластиковые трубы пластичны настолько, что гнутся без затруднений. Однако когда требуется выполнить наименьший из возможных радиусов сгиба, возникают те же физические явления сплющивания, как и у металлических труб. Полипропиленовые трубы более жесткие, чем другие пластиковые.
Пластичность материала и его растягивание при загибании может критически уменьшить толщину стенку трубы и нарушить прочность трубопровода, особенно если он находится под давлением.
Поэтому пластиковые трубы не стоит гнуть для использования в напорных системах, а применять пайку фитингов, которая обеспечивает прочность соединений.
[su_box style="default" title="" box_color="#FF643F" radius="0"]
Для других целей, например, при устройстве теплых полов, гнут пластиковые трубы в домашних условиях, заполняя их по примеру металлических, но солью. Соль прокаливают на сковороде, после чего засыпают в трубу и затыкают торцы пробками. Горячая соль прогревает трубу, повышая ее пластичность, и труба легко гнется.
[/su_box]
Наименьший радиус сгиба равен двум диаметрам. После придания нужного угла гибки пластиковую трубу следует зафиксировать до полного ее остывания. Для дополнительного прогрева, корректировки сгиба можно использовать строительный фен. Без нагрева полипропиленовую трубу можно медленно и осторожно гнуть с минимальным радиусом в 7-8 диаметров.
Особенности гибки профилированных труб
Из профилированных часто применяются квадратные и прямоугольные стальные трубы. Используются они для разнообразных конструкций в домашнем хозяйстве. Качественно гнуть такие трубы вне специализированных мастерских, без оборудования практически невозможно. Описанные способы не дают сохранить прямоугольность сечения в месте сгиба, и эстетическая ценность от этого снижается.
И все же гнуть можно профилированные трубы с использованием несложных и недорогих приспособлений и больших радиусов сгиба. Главные детали в гибочном устройстве – профильные ролики, которые в процессе гибки сохраняют в сечении прямоугольную форму.
Применяются нередко имитации гнутья. Труба с внутренней стороны надрезается с определенным шагом, затем сгибается без особых усилий. После этого все швы завариваются и зачищаются шлифмашинкой. При шаге пропилов в 20 мм радиус сгиба будет минимальным.
Источник: https://experttrub.ru/osnovnye-operacii/minimalnyj-radius-gibki.html
Радиус гиба труб: размеры, материалы и особенности
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием.
Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Стандарты и приспособления
Естественно, для каждой трубы применяют свои стандартные углы. Этот показатель, как уже говорилось, зависит от материала и диаметра. Чаще всего встречаются изделия с поворотами и гибкой при строительстве домов. Для этого применяют специальные приспособления – трубогибы. Рассмотрим самые часто применяемые. Итак, трубогибы бывают:
Радиус гиба трубы
- ручные;
- гидравлические;
- электромеханические;
- плоскопараллельные пластины;
- стальная пружина.
Ручные трубогибы
Ручной трубогиб применяется при гибке материалов небольшого диаметра. В данном устройстве можно легко согнуть трубы из цветных металлов и нержавейки. Принцип работы этого устройства заключается в том, что вставив один конец в специальный зажим, нужно начинать крутить ручку.
Проводя эту процедуру, труба будет проходить между вальцами, и таким образом создается нужный поворот.
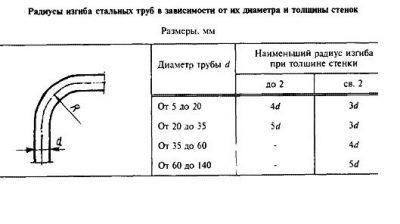
При проведении этой процедуры рекомендуется придерживаться ГОСТ, в котором указано, что минимальные радиусы гибки для труб из чистых цветных металлов и нержавейки обязательно должен составлять:
- если диаметр меньше 20мм – не менее 2,5D;
- если диаметр больше 20мм – 3,5D и больше.
D – это показатель наружного диаметра трубы.
Гидравлические трубогибы
Гиб трубы
https://www.youtube.com/watch?v=E5phMJhEii4
Эти устройства также применяются для сгибания труб небольшого диаметра. Здесь приложение небольшой силы компенсируется за счет специального гидроцилиндра. Использование этого приспособления заключается в определении места сгиба и дальнейшем проведении этой процедуры, предварительно вставив один край в приспособление. Далее при помощи рычага просто нужно выполнять поступательные движения. Здесь также обязательно нужно учитывать минимальный радиус гиба трубы.
Электромеханические трубогибы
Эти приспособления используются в случае, когда трубы имеют разное поперечное сечение. Они отличаются от своих собратьев очень высокой точностью радиуса сгиба и ненадобностью применять физическую силу человека. Данные устройства также отличаются очень высокой стоимостью, что говорит об их профессиональном назначении.
Электромеханические трубогибы могут гнуть изделия больших диаметров, и этот показатель ограничивается лишь размерами самого приспособления, усилием, которое создается при гибке. Радиус гиба стальных труб должен полностью соответствовать стандартам. Соблюдать их можно при помощи специальных шаблонов, которые легко заменить в процессе гибки.
Плоскопараллельные пластины
Очень часто трубы нужно выгнуть «прямо сейчас», а трубогиба под рукой, как назло, нет. В этом случае используются плоскопараллельные пластины. Они представляют собой обычные заготовки из металлических листов, которые вырезаны с таким радиусом, который нам нужен при гибке.
Техника экстремального гиба трубы
Принцип работы этого приспособления заключается в следующих этапах:
- зажимание края трубы в хомуте;
- изгибание до нужного показателя поворота;
- изъятие ее из приспособления.
Этот метод гибки довольно примитивный, но надежный. Единственным недостатком плоскопараллельных пластин является небольшая длина труб, которые будут гнуться.
Стальная пружина
Стальную пружину используют при гибке трубопроводных элементов, которые изготовлены из мягких и очень податливых металлов. Они при сгибании могут лопнуть или создать переход внутреннего диаметра к меньшему значению, что значительно снижает пропускную способность.
Принцип работы очень прост: вовнутрь вводится пружина и она гнется. Этим способом достигается максимальный и минимальный радиус гиба металлопластиковых труб, медных и латунных изделий.
Методы гибки труб без приспособлений
Очень часто бывают случаи, когда трубу нужно согнуть именно сейчас и не позже. К сожалению, не в каждом доме найдется трубогиб, и приходится самостоятельно что-то выдумывать.
Главное, при использовании подручных средств не переусердствовать, каждому понятно, что будет, если перегнуть трубу. Это и возможное ее повреждение, лишняя деформация, неправильный поворот и т.д. Итак, рассмотрим некоторые методы «горячей» гибки труб из разных материалов.
Стальные трубы
Сталь является довольно прочной, и в процессе гибки она может получить повреждения. Для избегания такого последствия нужно металл нагреть до алого цвета при помощи горелки. Далее просто производите ее сгибание до нужного поворота.
Если создать нужно очень маленький поворот, то можно просто ударить в месте сгиба кувалдой. За счет прочности материала труба не повредится, а вы получите нужный радиус изгиба.
Медные трубы
Если в случае со сталью все просто, то медь имеет свойство быстро лопаться и портиться при гибке. Для того, чтобы избежать нежелательных последствий, можно применять обыкновенный песок.
До начала гибки засыпьте песок в полость. Обязательно нужно проследить, чтобы он был сухой. Далее прогрейте горелкой место гиба. Проверить достаточный нагрев поможет обычная бумага. Она должна загореться, если поднести ее к трубе. Далее постепенно, без резких движений, нужно выводить нужный радиус гиба труб. Главное – соблюдать аккуратность, так как можно легко получить разрыв материала.
Алюминиевые трубы
Пример гиба трубы
Гибка алюминиевых труб примерно такая же, как и медных. Причиной тому является податливость этих двух металлов. Но в случае с алюминием можно также использовать лед. Для этого просто залейте воду в полость, предварительно поставив заглушку на один конец. Залив, нужно выставить ее на улицу (обязательным условием является морозная погода). После полного замерзания воды можно постепенно гнуть. Лед здесь точно так же работает, как и песок.
Металлопластиковые трубы
По мере распространения металлопластиковых труб многие начали применять их во всех возможных коммуникациях. Они надежны, практичны, недороги и удобны в монтаже.
Но как гнуть металлопластиковые трубы? Для этого применяют или простой ручной труд (если металл в трубе мягкий), или метод гибки при помощи пружины (он рассматривался выше).
Обязательным является выполнение условия, что нельзя гнуть металлопластиковую трубу больше 15 градусов на каждые 2 сантиметра. В случае пренебрежения этим параметром труба просто может стать непригодной по причине большого количества повреждений.
Пластиковые трубы
Пластик очень сложно гнуть, чтобы не повредить материал и не снизить толщину стенок. Для этого значительно лучше приобрести специальные переходники. Но как правильно гнуть трубы из пластика, если нет возможности приобрести угол? Для этого нужно иметь у себя под рукой строительный фен.
https://www.youtube.com/watch?v=SDJsPJfffe8
Для работы с ним нужно выставить температуру 140 градусов, и не спеша прогревать всю поверхность трубы. Главным условием является не допустить перегрева, так как пластик при 175 градусов может уже стать полностью жидким. После достижения нужной пластичности материала изделие загибается. Чтобы избежать изменения толщины внешней стенки, на нее накладываются небольшие кусочки такого же материала и так же прогреваются феном. Это позволяет приварить их и избежать прорыва трубы именно в месте колена.
Заключение
Трубопровод сопровождает человека везде и всегда. Без него нельзя было бы создать удобства в доме и обеспечить работоспособность различных агрегатов. При этом используются гнутые металлические трубы, трубы из пластика и цветных металлов.
Но как сделать поворот правильным, чтобы не повредить сам материал? Для этого применяются различные приспособления. В их отсутствие можно также использовать и методы «Кулибиных», которые являются не менее эффективными.
Главное – не переусердствовать, и сделать все максимально правильно, чтобы в дальнейшем получить полностью функциональный трубопровод.
Источник: https://aqua-sovet.ru/truby/radius-giba-trub.html
Каким должен быть оптимальный радиус гиба трубы и как его получить
При монтаже трубопроводов из различного вида материалов его изгиб позволяет уменьшить количество разборных или сварных соединений, понижающих надежность магистрали. При проведении трубогибочных работ полезно знать допустимый радиус гиба трубы, обеспечивающий безопасность и надежную эксплуатацию трубопроводной системы в соответствии с технической документацией.
Чаще всего изгибаемые трубы выполнены из стали и коррозионно-стойких металлов: нержавейки, меди, алюминия, латуни, при устройстве бытовых систем отопления и водопроводов изгибают изделия из пластика и металлопластика. Методы сгибания труб по радиусу различны в зависимости от материала их изготовления и могут быть выполнены ручным или электромеханическим способом на специальных станках.
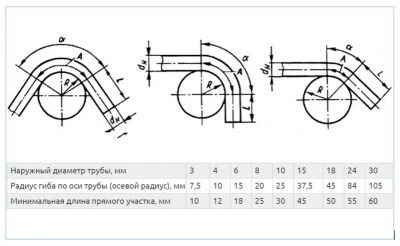
Рис. 1 Углы гиба медных труб и изделий из латуни
Требования стандартов к радиусу изгиба
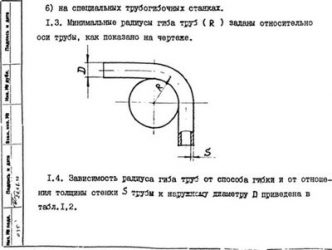
При сгибе трубных элементов их стенки не должны изменять свой профиль, сечение и пропускную способность (изменение внутреннего диаметра) – это достигается за счет определенного радиуса разворота, который установлен стандартами.
При определении минимальных пределов закругления учитывают способы его получения – наилучшие показатели в сторону уменьшения обеспечивают дорновые трубогибы с технологией наматывания и температурная обработка, позволяющая уменьшить размеры окружности.
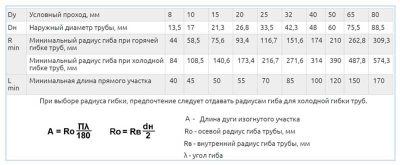
Показатель также зависит от материала изготовления и размеров изделия: наружного диаметра (Dn) и толщины стенок (S), в таблицах также приводится длина прямого участка, которая необходима для получения указанных значений.
[su_quote]
При работах важно знать размеры ырагмента, на котором получены данные значения радиуса – они исчисляются суммированием длин двух прямых участков и дуги, рассчитываемой по специальной формуле.
[/su_quote]
Рис. 2 Минимальный радиус гиба трубы стальных трубопроводов и расчет длины дуги
Данные, приведенные в таблицах, гарантируют при соблюдении размерных параметров требуемую ГОСТ эллипсность и овальность до 12,5%.
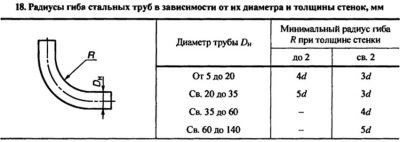
Согласно ГОСТ 17365-71В на трубопроводы для агрессивных сред, указан следующий минимальный радиус гиба труб:
- для элементов с наружным диаметром D до 20 мм. – не менее 2,5 D;
- при D, больше 20 мм. радиус не должен быть меньше 3,5 D.
При этом утоньшение стенок в зоне гиба не должно превышать 20% для стали и 25% для алюминия.
Методы сгибания труб и их преимущества
Сгибание труб является технологией, где нужный поворот в направлении трубопроводной линии создается путем физического воздействия на заготовку, метод имеет следующие преимущества:
- Уменьшенная металлоемкость, в магистрали отсутствуют переходные фланцы, муфты и патрубки.
- Пониженные трудозатраты при монтаже трубопроводов по сравнению со сварными соединениями.
- Низкие гидравлические потери из-за неизменного профильного сечения.
Рис. 3 Дорны для трубогибов
- Неизменная структура металла, его физические и химические параметры по сравнению со сваркой.
- Высокое качество герметизации, линия имеет однородную структуру без разрывов и стыков.
- Эстетичный внешний вид магистрали
Существуют две основных технологии гибки – горячая и холодная, приспособления и методы можно разбить на следующие категории:
- По типу физического воздействия трубогибный агрегат может быть ручной и электрический с механическим или гидравлическим приводом.
- По технологии сгибания – дорновые (гиб при помощи специальных внутренних протекторов), бездорновые, и вальцовочные установки с роликами.
- По профилю – установки для металлопропрофильных прямоугольных или круглых изделий.
Рис. 4 Горячие способы гибки труб
Горячая гибка
Популярная в быту технология применяется в случаях, когда отсутствует трубогибный аппарат или нет возможности произвести работы холодным способом, процесс состоит из нескольких операций:
- Заготовка заполняется речным мелкозернистым сеяным песком без посторонних вкраплений в сухом виде. Для этого с одного конца вставляют заглушку, засыпают песок и закрывают отверстие с другой стороны.
- Место изгибания нагревается до температуры не более 900 градусов во избежание пережога и производится постепенное плавное механическое наматывание детали вокруг округлого шаблона.
- По окончании процесса заглушки извлекаются и из заготовки высыпается песок.
Холодные методы сгибания круглых труб
Холодные способы имеют неоспоримые преимущества перед горячими технологиями: они не нарушают структуру металла, более производительны и требуют меньше затрат. При холодном сгибе возникают следующие дефекты:
- уменьшение сечения трубы с внешней стороны профиля;
- искривления в загибе в виде гофры с внутренней стороны;
- изменение профильной формы в местах изгиба труб с круглой на овальную.
Рис. 5 Сгибание заготовок из металлопрофиля в быту
https://www.youtube.com/watch?v=bxh5djBUxmc
Чаще всего подобные дефекты возникают при деформации тонкостенных труб, поэтому при операциях с ними используется внутренний протектор – дорн, вставляемый во внутреннюю полость.
Дорн представляет собой устройство, состоящее из жесткого стержня с подвижными сегментами на краю шарообразной или полусферической формы. Перед работой устройство помещается во внутреннюю полость заготовки таким образом, чтобы его подвижные элементы располагались в точке гиба, по окончании процедуры дорн извлекают из готового элемента и процесс повторяют.
Методы сгибания квадратного металлопрофиля
Изгибание профиля квадратного или прямоугольного сечения хотя и применяется в промышленности, гнутый металлопрофиль более востребован в быту. При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.
Если необходимо получить в прямоугольном профиле меньший радиус закругления, используют термический нагрев металлопрофиля паяльной лампой или газовой горелкой с одновременным физическим воздействием.
Рис. 6 Рычажные гибы в ручных приспособлениях
Радиус гиба трубы – приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Трубы минимальные радиусы гиба
По мере надобности гибки труб на месте допускаются следующие минимальные радиусы гиба труб, компенсаторов и отводов 43
Минимальные радиусы гиба труб (по ГОСТ 9842—61)594
Минимальные радиусы гиба труб с толщиной стенки 1,8 мм83
В ГОСТ 9842—61 установлены минимально допустимые радиусы изгиба стальных труб независимо от способа, но при соблюдении следующих условий овальность сечения в месте гиба не должна превышать для труб диаметром 15—19 мм — 15%, для труб и отводов диаметром мм и более — 12,5%. Овальность сечения (в %) вычисляется по формуле
Минимальные радиусы гиба стальных труб а) при гибке в холодном состоянии без набивки песком — 44, б) при гибке в горячем состоянии с набивкой песком — 34,
При изготовлении узлов и деталей из труб очень часто требуется их гнуть. Гибка труб из пластичных материалов с к 50 мм производится почти всегда в холодном состоянии, а труб с к 50 мм — в нагретом. Средний радиус гиба труб рекомендуется выбирать Трубы из цветных металлов и сплавов допускается гнуть радиусом Яср а 2йн- Рекомендуемые минимальные радиусы гиба труб приведены в соответствующих таблицах первого раздела.506
Нормальные и минимальные радиусы гиба труб определяют по ГОСТ 9842— 61 . 61
Метод изготовления D xs, мм Допускаемые отклонения, мм Масса 1 м труб в кг из сплавов марок Минимальный радиус гиба труб min-
[su_box style="default" title="" box_color="#FF7A19" radius="0"]
Отводы изготовляют путем гнутья труб, штамповки, ковки, сварки из отдельных элементов или отливки. Необходимо подразумевать, что минимальный радиус гиба стальных труб не менее Р = 3с1, где й — наружный диаметр трубопровода. Для разветвления трубопроводов применяют тройники или крестовины. Для стальных трубопроводов данные детали изготовляют с помощью сварки, а при высоких давлениях их делают цельноковаными.321
В горячем состоянии. При гибкс труб в холодном состоянии минимальный радиус гиба увеличивается в 3 раза.
[/su_box]
На рис. показаны основные фасонные детали. Отводы изготовляют путем гнутья труб, штамповки, ковки, сварки из отдельных элементов или отливки.
Минимальный радиус гиба стальных труб Ы, а крутозагнутые отводы получают путем штамповки или протяжки на специальной оснастке. Тройники н отводы для трубопроводов высокого давления иногда делают ковацыми.
Df X S, мм Допускаемые отклонения, мм Масса 1 м, кг Минимальный радиус гиба труб мм
https://www.youtube.com/watch?v=-G7dVsZAsdE
Изготовление сварных отводов. Сварные отводы из труб и, пи-стовой стали разрешается применять для трубопроводов 2а, 3 и 4-й категорий, когда другими способами нельзя изготовить отводы с минимальными радиусами гиба, а также при изготовлении трубопроводов тех же категорий с диаметрами, превышающими 400 мм.
Для того чтобы избежать овальности, складчатости (гофрообразования) и утонения стенки трубы в местах гиба, зависимо от применяемого способа изгибания трубы приняты минимальные допустимые радиусы гнутья, в том числе при гладком гнутье на трубогибоч-ных станках в холодном состоянии без набивки трубы сухим крупнозернистым песком не менее Я 4 ) .
Гладкое гнутье при к = 2,ЬО производится на трубогибочных станках с нагревом изгибаемого участка токами высокой частоты без набивки труб песком при гладком горячем гнутье с набивкой труб песком Н 3,5 0 при складчатом горячем гнутье без набивки труб песком Я 2,5 ) . Последние два способа изгибания стальных труб в текущее время применяются очень редко и только в тех случаях, когда нет необходимых трубогибочных средств или крутоизогнутых отводов заводского изготовления.
Для машинной гибки труб в холодном состоянии до диаметра 100 мм применяют трубогибочные станки С-. Производительность станка до 350—400 гибов за 7 ч с минимальным радиусом гнутья 80 максимальным— 1, 60.333
Для трубопроводов всех категорий (кроме категории 1а), рассчитап-НЬ1Х на давление не более 40 ати, если по их конструкции и условиям монтажа минимальное значение радиуса гиба трубы недостаточно, разрешается составлять колена, отводы и другие детали из отдельных секторов и сваривать их. В качестве материала для колен, отводов и. других детален могут быть применены как бесшовные, так и сварные трубы или листовая сталь соответствующего качества.
Перед гибкой места гибов размечаются по шаблону мелом. Для предотвращения разрыва футерующего слоя минимальный радиус изгиба принимается равным не менее пяти наружных диаметров трубы. Овальность при изгибе не должна превышать 8% величины наружного диаметра трубы 398
Гибка труб с нагревом токами промышленной частоты и высокой част.оты обеспечивает получение гибов с небольшими отклонениями формы поперечного сечения от круглой, а также с меньшим утонением стенок по сравнению с ранее рассмотренными способами. Деформация изгиба происходит на узком кольцеобразном участке трубы, нагретой в зоне расположения индуктора.
При подаче трубы вдоль оси место нагрева (на трубе) перемещается, и труба, непрерывно деформируясь в нагретой зоне под действием отклоняющего ролика, изгибается до заданного размера. Минимальная ширина нагретой зоны поддерживается на выходе трубы из индуктора путем интенсивного охлаждения водой. Благодаря местному нагреву достигается также улучшение структуры металла и исключается образование на поверхности окалины. Указанным способом можно получать гибы с малыми радиусами кривизны.
]]>
