
Содержание
- 1 Складирование арматуры на строительной площадке СНИП — Пожарная безопасность
- 2 Арматурные работы: главные этапы и их характеристика
- 2.1 Требования к арматурной стали
- 2.2 Подготовительный этап арматурных работ при бетонировании
- 2.3 Виды сварочных работ по соединению арматурных деталей в единое изделие
- 2.4 Способы механического соединения элементов арматуры
- 2.5 Соединение арматуры внахлест
- 2.6 Укладка арматурных элементов и изделий в опалубку
Складирование арматуры на строительной площадке СНИП — Пожарная безопасность
Строительная арматура, технические характеристики и виды которой мы будем рассматривать далее, используется для армирования предварительно напряженных и изготовления обычных железобетонных конструкций.
1 Классификация арматуры – общие сведения
Описываемые нами изделия применяются для выпуска ответственных конструкций и строительных деталей, которые, как правило, работают под высокими нагрузками. По этой причине они изготавливаются из специальных марок стали, называемых арматурными. Вся современная стальная арматура подразделяется на несколько типов, в зависимости от различных показателей и характеристик. Она бывает:
- по исходному материалу – неметаллической или стальной;
- по предназначению – распределительной, рабочей, монтажной;
- по виду профиля – гладкой, круглой, периодического профиля;
- по принципу применения – напрягаемой и ненапрягаемой;
- по технологии производства – канатной, стержневой, проволочной;
- по методу монтажа – вязаной и сварной в виде сеток, отдельных стержней и каркасов.
На практике применяется деление арматуры на три основных типа:
- на рифленую, которая предназначается для производства особо качественных и качественных конструкций из железобетона;
- на гладкую, используемую в качестве составных элементов конструкций стандартного уровня прочности;
- на изделия с периодическим профилем, которые имеют круглую форму с выступами (поперечными) и ребрами (продольными).
Нормирование готовой арматурной продукции разных видов выполняют по далее приведенным показателям:
- угол наклона, высота и шаг поперечных выступов;
- величина фактического либо условного предела текучести;
- дистанция между центрами выступов, идущих последовательно друг за другом;
- площадь (эквивалентная) поперечного сечения;
- угол между осью стержня изделия и его поперечными выступами;
- для рифленой арматуры – сечение равновеликого по площади круглого профиля.
Подробнее о классификации арматурных изделий будет рассказано в следующем разделе.
2 Арматура строительная – ГОСТ 5781–82, производство изделий
Вся требуемая информация об интересующих нас изделиях, применяемых в строительной сфере, изложена в Государственном стандарте 1982 года 5781. Он охватывает всю горячекатаную сталь (круглую), характеризуемую периодическим и гладким профилем. Именно такая сталь используется для армирования предварительно напряженных и обычных ж/б конструкций. Как правило, такую сталь называют арматурной.
Поделись ссылкой — это лучший мотиватор для нас
По озвученному ГОСТ указанная сталь делится на шесть классов:
Изделия из стали класса А240 (здесь число 240 говорит о пределе текучести материала) бывают исключительно гладкими, арматура остальных классов бывает любых профилей (и периодического, и гладкого). Поставляется потребителям она в мотках либо стержнях.
Показатели номинального сечения периодических профилей варьируются от 6 до 80 мм (величина диаметра обозначает общепринятый номер профиля), площади их поперечного сечения могут равняться 0,283–50,27 квадратным сантиметрам, а вес (теоретический) метра готовой продукции – 0,222–39,46 килограммов.
Производят арматуру из низколегированных и углеродистых сталей. Традиционно используются следующие их марки:
- сталь 3 (кп, пс, сп) для изделий с диаметром профиля от 6 до 40 мм класса А-I;
- 1НГ2С (диаметр – от 10 до 80 мм), сталь 5 сп/пс (диаметр – от 10 до 40 мм), класс А-II;
- 10ГТ: сечение от 36 до 40 и от 10 до 32 мм, класс А-II (спецарматура);
- 25Г2С и 35ГС: 6–40 мм, А-III;
- 20ХГ2Ц и 80С: диаметр, соответственно, 10–32 и 10–18 мм, А-IV;
- 23Х2Г2Т: диаметры – 10–32, 6–8 и 36–40 мм, А-V;
- 22Х2Г2Р, 22Х2Г2АЮ, 20Х2Г2СР: 10–22 мм, А-VI.
Химсостав углеродистых сталей для выпуска арматурных изделий оговаривается в стандарте 380–88. Проверку химического состава готовых стальных стержней осуществляют по Государственным стандартам 18895–81, 12355–78, 12352–81, 12348–78, 12355–78, 12350–78, 12344–88.
Изделия классов А-I–А-V производят по горячекатаной технологии. Сталь А-VI подвергают термомеханической обработке либо отпуску при низких температурах, а А-V – только отпуску при пониженных температурах.
В некоторых ситуациях отпуск можно не осуществлять, но только тогда, когда через двенадцать часов после прокатки удлинение (равномерное) готовой продукции находится на уровне не ниже двух процентов, а относительное удлинение – не ниже девяти процентов.
Качество изделий определяется различными методиками испытаний, в ходе которых выполняется проверка арматуры на:
- геометрическую точность размеров;
- овальность и сечение профилей;
- вязкость (ударную) и изгиб (замеры и анализ по ГОСТ 1973 года 7564);
- растяжение (стандарт 12004–81);
- качество поверхности.
При необходимости используются неразрушающие и динамические способы контроля веса стержней и их механических характеристик. Маркируется готовая арматура, как вы поняли, по классам. Дополнительно к этому в марке изделий могут присутствовать и другие буквы, которые указывают на какие-либо конкретные свойства изделий:
- термически прочная – «т»;
- для сваривания – «с»;
- упрочненная по вытяжной технологии – «в»;
- устойчивая к ржавлению – «к».
Источник: https://stz-irk.com/skladirovanie-armatury-na-stroitelnoy-ploschadke-snip/
Арматурные работы: главные этапы и их характеристика

Под арматурными работами подразумевают комплекс мероприятий, состоящих из: изготовления, укладки в форму или установки на место проведения бетонных работ деталей арматуры и изделий. Технология арматурных работ включает в себя три этапа:
- подготовительные мероприятия;
- соединение арматурных элементов — создание сеток, каркасов, прочих изделий;
- монтаж деталей арматуры и готовых изделий на строительной площадке.
При выполнении арматурных работ следует соблюдать технику безопасности. Основных ошибок можно избежать, наняв квалифицированных и ответственных рабочих, правильно подготовив территорию и соблюдая правила и требования взаимодействия с механизмами. Также предотвратить несчастные случаи при выполнении работ поможет технологическая карта на арматурные работы, регламентирующая правила безопасности на площадке.
Скачать образец журнала арматурных работ можно по этой ссылке (откроется в новой вкладке).
Требования к арматурной стали
Приобретать арматуру необходимо в соответствии со спецификацией проекта, в которой перечислены марка, диаметры, вес требуемых элементов. Вся продукция должна сопровождаться сертификатами качества.
Предназначенную для работ арматурную сталь проверяют на соответствие следующим требованиям:
- она должна быть свободной от расслоений;
- поверхность арматурных элементов, включая ребра жесткости, не может содержать дефекты в виде раковин, заусенцев, трещин, ржавчина не принадлежит к отбраковочному признаку;
- необходимо полное соответствие формы и размеров сечения проволоки и стержней проектным величинам.
Арматуру перед использованием нужно проверить на способность к деформации. Простейшим испытанием служит загиб стержней на 180oС без нагрева. Сталь считается прошедшей испытание, если на внешней стороне не образовались трещины.
Подготовительный этап арматурных работ при бетонировании
Начальный этап производства арматурных работ состоит из ряда операций, от правильного и тщательного выполнения которых во многом зависят эксплуатационные свойства строящейся конструкции.
До начала заготовки арматурных элементов необходимо определиться с точной длиной, которую должны иметь арматурные стержни. Детально разработанные арматурные чертежи содержат все необходимые сведения о размерах.
На рабочих эскизах изгибы стержней изображены без закруглений, а в строительных условиях закругления должны быть плавными. Самые распространенные радиусы перегибов равны 10-15 диаметрам стержня.
Если возникла необходимость замены марки арматурной стали, то необходимо соблюдать следующее правило. Рассчитанная площадь сечения арматуры должна измениться в обратно пропорциональной зависимости изменению расчетного сопротивления фактически применяемой стали от запроектированной.
При замене диаметра сечения стержня с сохранением проектной марки стали суммарная площадь арматурных стержней должна сохраниться прежней.
Подготовительные работы включают следующие важные операции:
- правку арматуры, предназначенную для исправления искривлений стержней;
- очистку арматурных элементов от загрязнений, ржавчины, подготовку поверхности под сварку;
- резку — для получения рассчитанной в проекте длины;
- гибку — для изготовления отгибов стержней, крюков, хомутов и полухомутов и других арматурных элементов.
Подготовительные арматурные работы, производимые на строительной площадке:
- приемка арматурных элементов;
- их сортировка;
- складирование.
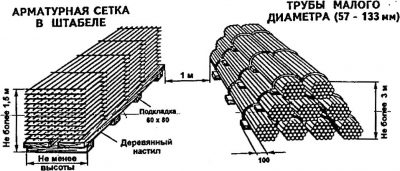
Складирование должно производиться отдельно по маркам и размерам арматурных элементов. Во избежание развития коррозионных процессов контакт металлоизделий с почвой и попадание на них осадков необходимо исключить.
Виды сварочных работ по соединению арматурных деталей в единое изделие
Основным типом соединения арматурных элементов в изделие является сварка, осуществляемая с помощью различных видов оборудования для арматурных работ.
- Суть ванной одноэлектродной сварки состоит в передаче тепла свариваемым стержням посредством ванны из жидкого металла, без помощи электрической дуги. Ванна создается из металла электрода и торцов стержней. При этом способе сварки горизонтальных арматурных деталей дополнительная разделка торцов не требуется. Одноэлектродная ванная сварка применяется для стыкования гладкой арматуры А-I и стержней периодического профиля A-II и A-III.
- Многоэлектродная ванная сварка используется для работы со стержнями всех профилей с значительными диаметрами.
- Эффективным вариантом соединения арматурных стержней служит контактная сварка стыкованием, осуществляемая без металла плавящихся электродов. Этот автоматизированный процесс является достаточно производительным. Основной его недостаток — возможность осуществления только в условиях производственного цеха из-за громоздкости оборудования и значительного расхода электрической энергии.
- Широко применяются полуавтоматические виды сварки — открытой дугой проволокой без покрытия и порошковой проволокой.
Соединение арматуры методом сварки приводит к частичному изменению структуры стали в области шва. Поэтому места соединений могут стать слабыми частями стержней арматуры. Следовательно, проведение сварочных работ неопытным специалистом может привести к созданию недостаточно прочного каркаса, который не способен выдерживать запроектированные нагрузки.
Способы механического соединения элементов арматуры
Создание арматурной сетки или каркаса методом вязки не требует от работника, выполняющего этот процесс, особых практических навыков и высокой квалификации.
Для вязки элементов арматуры используют отрезки проволоки после термической обработки — отжига, диаметром 0,8-1,0 мм, длиной до 100 мм. В зависимости от размера сечения элементов арматуры и места расположения узлов вязку различают на: простую, угловую, двухрядную, крестовую, двойную, мертвую.
В качестве инструмента для выполнения малых объемов работ используются арматурные кусачки.
Повысить производительность труда можно, применив пистолет, предназначенный для вязки арматуры. Однако этот инструмент относится к разряду профессионального и стоит довольно дорого.
Для индивидуального строительства целесообразно приобрести ручное приспособление с реверсивным ходом или специальный крючок .
Также из отрезка арматуры можно изготовить самодельное приспособление.
Механическое соединение деталей арматуры может осуществляться также с помощью специальных скрепок — коннекторов. Это металлоизделия, изготовленные из пружинной стали и обладающие высокими упругими свойствами. Значительная упругость скрепок позволяет надежно прижимать и фиксировать арматуру.
Простота работы с коннекторами дает возможность их применения для соединения арматурных элементов в самых труднодоступных местах.
Соединение арматуры внахлест
Существует еще один метод соединения арматурных элементов, который не требует ни вязки, ни сварки проволоки и стержней. Этот способ — соединение внахлест.
Нахлестка увеличивает расход арматурных элементов, но позволяет сократить количество операций по сборке арматуры и не требует специального оборудования.
Этот способ может применяться без использования загибов только для арматурных стержней с периодическим профилем. Для гладкого профиля должны предусматриваться петли, крюки, анкера.
Основная сфера применения нахлестки — армирование ЖБ фундаментных плит и перекрытий.
Размер нахлестки условно принимается равным тридцати диаметрам стержней. Более точные значения должны быть указаны в проектных документах.
Укладка арматурных элементов и изделий в опалубку
После окончания работ по подготовке арматуры и изготовлению арматурных изделий можно приступать к опалубочным работам.
В частном строительстве при небольшом весе арматурных изделий их установку можно осуществлять без использования автокрана.
При укладке арматуры между опалубкой и арматурными изделиями должно оставаться расстояние, выполняющее защитную функцию. Этот слой предохраняет арматуру от воздействия погодных факторов, влияния температуры, коррозионных процессов. Его размер определяется проектной документацией.
Защитный слой создается с помощью специальных приспособлений: бобышек, фиксаторов, пластиковых подставок. Для вертикальных стержней используют круглые фиксаторы.
В целях экономии в условиях частного строительства с этой целью применяют куски кирпича, гравий, бетонные подставки, однако эти подручные средства не способны обеспечить требуемую точность конструкции.
После установки арматурных деталей и изделий в положение, предусмотренное технической документацией, необходимо провести контроль качества арматурных работ — проверить геометрию каркаса, шаг соединения (вязки или сварки), соответствие материала заложенному в проекте.
Источник: https://www.navigator-beton.ru/articles/armaturnye-raboty-glavnye-etapy-i-ih-harakteristika.html