
Содержание
Газорезательные работы требования безопасности

Любые работы, производимые с открытым огнем, являются особо опасными, не исключение и газовая сварка. К тому же такой метод сваривания имеет и другой фактор опасности, так как для работ используется ацетилен и кислород — газы, которые относятся к взрывоопасным.
Техника безопасности при газовой сварке включает в себя комплекс правил, выполнение которых позволяет значительно обезопасить труд газосварщика. Эти правила касаются как поведения сварщика во время работ, так и организации рабочего пространства, используемых инструментов и оборудования.
Вредные производственные факторы
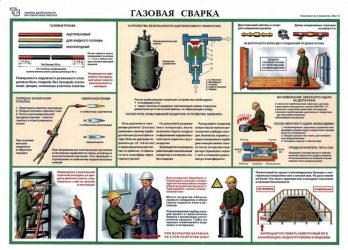
Основными источниками опасности при газовой сварке и резке могут быть:
- взрывы ацетиленовых генераторов от обратного удара пламени, если не срабатывает водяной затвор (нужно следить за тем, чтобы водяной затвор всегда был наполнен водой до надлежащего уровня, и периодически проверять его, открывая контрольный кран затвора);
- взрывы кислородных баллонов в момент их открывания, если на штуцере баллона или на клапане редуктора имеется масло;
- неосторожное обращение с пламенем горелки; пламя может быть причиной загорания волос, одежды, ожога сварщика и пожара в помещении;
- ожоги глаз в случае, если сварщики не пользуются светофильтрами (при резке, сварке и других процессах газопламенной обработки сварщики должны работать в защитных очках со стеклами Г-1, Г-2 и Г-3, а вспомогательные рабочие — со стеклами В-1, В-2 и В-3, где стекла Г-3 и В-3 наиболее темные);
- отравления скопившимися вредными газами при отсутствии обменной вентиляции в помещении. При выполнении газопламенных работ внутри отсеков, ям и резервуаров, где возможны скопления вредных газов, должны работать приточно-вытяжные вентиляторы.
Подготовительные мероприятия перед началом работы
Внимание! Производить газосварочные работы могут исключительно совершеннолетние, владеющие технологией газовой сварки, т.е. прошедшие специальное теоретическое и практическое обучение
Сварщик должен соблюдать правила безопасности при выполнении работ и находиться в средствах индивидуальной защиты: робе, рукавицах и маске.
Роба и рукавицы (краги) предохраняют не только от брызг расплавленного металла, но и от теплового и ультрафиолетового излучения. Сварочная маска предохраняет глаза от ожогов сетчатки, которые приводят к потере зрения.
Также она защищает лицо и шею от ультрафиолетового излучения, инфракрасного света и брызг металла.
На сварочных работах обязательно должны присутствовать средства пожаротушения. Запрещено использовать стальной инструмент для обслуживания газогенераторных установок, так как они могут вызвать искру. Для этого используется безопасный безыскровый инструмент (омедненный).
Рекомендуем! Образец правильного заполнения журнала по сварочным работам
Перед тем как приступать к сварке в закрытых помещениях, емкостях и резервуарах необходимо произвести проветривание, удалив скопление газов.
Перед началом сварки нужно проверить оборудование:
- прочность и герметичность подсоединения шлангов к редукторам и горелке;
- целостность шлангов, состояние горелки и исправность редуктора;
- плотность соединений и уровень воды в затворе;
- исправность манометров.
Подготовка и эксплуатация генератора должна проводиться лицом, имеющим допуск и соответствующую квалификацию. Обязательно должны быть соблюдены условия:
- максимальная одноразовая загрузка карбида не больше 4 кг;
- максимум можно использовать 2 горелки при наличии отдельного водяного затвора для каждой;
- общая мощность горелок не должна быть более 2000 л/ч;
- помещение, где проводятся работы должно быть вентилируемым и объемом не меньше 300 м3;
- генератор с ацетиленом должен находиться не ближе 10 м от открытых источников огня и места сварки;
- располагать в котельных, кузнях и помещениях с повышенной температурой устанавливать переносной генератор строго запрещается.
Генератор и баллон устанавливают вне помещения, а газ к месту сварки подается по шлангам. Запрещается устанавливать генератор возле вентиляторов и воздухозаборников.
Около установленного генератора необходимо вывесить предупреждающие таблички: «Огнеопасно» и т.п.
Баллоны и генераторы должны быть покрашены определенным цветом, баллон с кислородом и редуктор – голубой краской, ацетиленовый генератор или баллон – белой краской. Дополнительно на ацетиленовом баллоне должна быть красная надпись «Ацетилен».
Шланги
Стандартная длина шлангов должна быть не более 20 м, но для монтажных работ разрешается использовать шланги длинной до 40 м.
Запрещается подсоединять к шлангам тройники, вилки и другие приспособления для питания нескольких горелок. Используемые шланги не должны иметь дефектов. Разрешается состыковывать шланги длиной до 3 м.
Шланги должны быть плотно закреплены на ниппелях редуктора и горелки при помощи вязальной проволоки или хомутов.
Запрещается менять местами кислородные шланги и шланги для подачи ацетилена. Нельзя перегибать, сплющивать шланги при их укладке и хранении. Ни в коем случае на шлангах не должно быть следов масла, так как это приведет к детонации кислорода.
Генераторы
Ацетиленовый генератор должен быть установлен так, что бы избежать падения, толчков и ударов. Водяной затвор должен находиться в вертикальном положении и быть исправен. Использовать генераторы без водяного затвора категорически запрещается.
Используя генераторы на улице или в помещении при температуре ниже 0°С, нужно предотвратить замерзание воды.
Если замерзла аппаратура: генератор, водяной затвор или шланг необходимо провести их отогревание в теплом помещении.
Нельзя отогревать отрытыми источниками огня и располагать ближе 10 м к источнику огня. Отогревание рекомендуется проводить горячей водой (паром).
Рекомендуем! Получение НАКС — подготовка, экзамены
Использовать карбид меньшей грануляции, чем указанно в паспорте генератора строго запрещено, так как может произойти избыточный выброс газа. Перед загрузкой требуется провести отсев и удаление мелкой фракции и карбидной пыли. Загружать карбид разрешается только в корзину и ни в коем случае его нельзя загружать в реторту.
Баллоны
Сняв металлический колпак с баллонов сразу же необходимо проверить штуцер и вентиль на предмет исправности или механических повреждений.
Если колпак не удается снять, то его категорически запрещается откручивать при помощи ударного инструмента (молотка, зубила), это может привести к возникновению искры и детонации.
Перед подключением редуктора следует осмотреть штуцер и гайку на предмет повреждений, убедиться в исправности резьбы, отсутствии масла и жиров.
Перед подключением штуцер необходимо продуть, открыв вентиль на четверть оборота на короткое время. При открытии вентиля нужно быть осторожным, чтобы струя не попала на людей.
Запрещается пользоваться редуктором с поврежденной резьбой или неисправными манометрами (манометры с просроченным сроком эксплуатации и не прошедшие проверку).
Категорически запрещается ремонтировать или разбирать вентили баллонов самостоятельно, для этого есть специальные службы и станции, которые проводят ремонт и замену.
Баллоны устанавливаются либо вертикально, либо на специальных стойках, к которым прочно крепятся хомутами, цепями, оберегая их от падения.
Баллоны нельзя подносить ближе одного метра к отопительным приборам и ближе 5 метров к источнику открытого огня, тем более сварке.
Баллоны и шланги не должны соприкасаться с проводами под током.
Источник: https://center-avtomatiki.com/gazorezatelnye-raboty-trebovaniya-bezopasnosti/
Пот р м-020-2001 «межотраслевые правила по охране труда при электро- и газосварочных работах»
Министерство труда и социального развития
Российской Федерации
УТВЕРЖДЕНО
постановлением
Министерства труда
и социального развития
Российской Федерации
от 09.10.2001 г. № 72
МЕЖОТРАСЛЕВЫЕ ПРАВИЛА ПО ОХРАНЕ ТРУДА при электро- и газосварочных работах
ПОТ Р М 020-2001
Введенывдействиес01.01.2002 г.
Санкт-Петербург
ЦОТПБСП
2002
Межотраслевые правила по охране труда при электро- и газосварочных работах. ПОТ Р М 020-2001. — СПб.: ЦОТПБСП, 2002.
Правила разработаны в соответствии с действующими нормативными правовыми актами Российской Федерации с учетом международной и отечественной практики безопасного проведения электро- и газосварочных работ.
Правила распространяются на работодателей и работников, занятых выполнением электро- и газосварочных работ в организациях (независимо от их организационно-правовых форм и форм собственности), а также на физические лица, занимающиеся указанными видами работ в порядке индивидуальной предпринимательской деятельности без образования юридического лица.
Правила могут быть использованы частными лицами при эксплуатации электро- и газосварочной техники в быту.
ПРЕДИСЛОВИЕ
Настоящие Межотраслевые правила по охране труда при электро- и газосварочных работах разработаны в соответствии с Федеральным законом «Об основах охраны труда в Российской Федерации» от 17 июля 1999 г. № 181-ФЗ, постановлением Правительства Российской Федерации от 23 мая 2000 г. № 399 «О нормативных правовых актах, содержащих государственные нормативные требования охраны труда» и действующими нормативными правовыми актами Российской Федерации, с учетом международной и отечественной практики безопасного проведения электро- и газосварочных работ.
Правила разработаны Санкт-Петербургским институтом охраны труда (Кольцов А.А., Алексеева И.С.), Федеральным государственным унитарным предприятием Всероссийским научно-исследовательским и конструкторским институтом автогенного машиностроения ФГУП ВНИИавтогенмаш (Никифоров Н.И., Капустин О.Е., Нешумова С.П., Жуков Д.В., Мартынова Е.А.) под методическим руководством специалистов Департамента условий и охраны труда Министерства труда и социального развития Российской Федерации (Маркова М.Ф., Соколов М.Б.).
Правила распространяются на работодателей и работников, занятых выполнением электро- и газосварочных работ в организациях, независимо от их организационно-правовых форм и форм собственности, а также на физические лица, занимающиеся указанными видами работ в порядке индивидуальной предпринимательской деятельности без образования юридического лица.
Правила могут быть использованы частными лицами при эксплуатации электро- и газосварочной техники в быту.
С вводом в действие настоящих Правил подлежат отмене и пересмотру ранее принятые нормативные правовые акты, содержащие аналогичные требования по охране труда при проведении электро- и газосварочных работ.
Настоящие Правила действуют наряду с нормативными правовыми актами, разработанными на основе Федерального закона «О промышленной безопасности опасных производственных объектов» от 21 июля 1997 г. № 116-ФЗ и другими документами, утвержденными федеральными надзорами России.
Предложения следует направлять по адресу: 109004, Москва, Шелапутинский пер., 1, Федеральное государственное унитарное предприятие Всероссийский научно-исследовательский и конструкторский институт автогенного машиностроения ФГУП ВНИИавтогенмаш.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1.1. Настоящие Межотраслевые правила по охране труда при электро- и газосварочных работах (далее — Правила) распространяются на работников и работодателей, связанных с выполнением электро- и газосварочных работ в организациях, независимо от их организационно-правовых форм и форм собственности, а также на физические лица, занимающиеся указанными видами работ в порядке предпринимательской деятельности без образования юридического лица.
1.1.2. Правила действуют на всей территории Российской Федерации и должны учитываться при строительстве новых, реконструкции и техническом перевооружении действующих организаций, цехов, производств, при разработке и эксплуатации оборудования, разработке и применении технологических процессов.
1.1.3. Организация и контроль за выполнением требований настоящих Правил возлагается на работодателя, что соответствует статье 14 Федерального закона от 17 июля 1999 г. № 181-ФЗ «Об основах охраны труда в Российской Федерации»1.
1 Собрание законодательства Российской Федерации, 1999, № 29, ст. 3702.
1.1.4. Правила распространяются на оборудуемые и используемые в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электро- и газосварочные установки, предназначенные для выполнения технологических процессов сварки, наплавки, резки (разделительной и поверхностной), плавлением и сварки с применением давления, в том числе:
— дуговой и плазменной сварки, наплавки, резки;
— атомно-водородной сварки;
— электронно-лучевой сварки;
— лазерной сварки и резки (сварки и резки световым лучом);
— электрошлаковой сварки;
— сварки контактным разогревом;
— контактной или диффузионной сварки, дугоконтактной сварки;
— газовой сварки;
— резки металлов.
1.1.5. На основе Правил в организации с учетом конкретных условий в установленном порядке разрабатываются или приводятся в соответствие с ними инструкции по охране труда, технологические и эксплуатационные документы на соответствующие процессы (работы).
1.2. Опасные и вредные производственные факторы для электродуговых и газовых способов сварки, наплавки и резки металлов
1.2.1. Процессы сварки, наплавки и резки металлов являются источниками образования опасных и вредных факторов, способных оказывать неблагоприятное воздействие на работников.
К опасным и вредным производственным факторам относятся: твердые и газообразные токсические вещества в составе сварочного аэрозоля, интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое, инфракрасное), интенсивное тепловое (инфракрасное) излучение свариваемых изделий и сварочной ванны, искры, брызги и выбросы расплавленного металла и шлака, электромагнитные поля, ультразвук, шум, статическая нагрузка и т.д.
1.2.2. Количество и состав сварочных аэрозолей и аэрозолей припоя зависит от химического состава сварочных материалов и свариваемых металлов, способов и режимов сварки, наплавки, резки и пайки металлов.
В зону дыхания сварщиков и резчиков могут поступать сварочные аэрозоли, содержащие в составе твердой фазы различные металлы (железо, марганец, кремний, хром, никель, медь, титан, алюминий, вольфрам и др.), их окисные и другие соединения, а также газообразные токсические вещества (фтористый водород, тетрафторид кремния, озон, окись углерода, окислы азота и др.).
Воздействие на организм твердых и газообразных токсических веществ в составе сварочных аэрозолей может явиться причиной хронических и профессиональных заболеваний.
1.2.3. Интенсивность излучения сварочной дуги в оптическом диапазоне и его спектральный состав зависят от мощности дуги, применяемых сварочных материалов, защитных и плазмообразующих газов и т.п. При отсутствии защиты возможны поражение органов зрения (электроофтальмия, катаракта и т.п.) и кожных покровов (эритемы, ожоги и т.п.).
1.2.4. Интенсивность инфракрасного (теплового) излучения свариваемых изделий и сварочной ванны зависит от температуры предварительного подогрева изделий, их габаритов и конструкций, а также от температуры и размеров сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения может приводить к нарушениям терморегуляции вплоть до теплового удара. Контакт с нагретым металлом может вызвать ожоги.
1.2.5. Искры, брызги и выбросы расплавленного металла и шлака могут явиться причиной ожогов.
1.2.6. Напряженность электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий.
Характер их влияния на организм определяется интенсивностью и длительностью воздействия.
1.2.7. Источником ультразвука могут являться плазмотроны, ультразвуковые генераторы, электроды и др. Действие ультразвука зависит от его спектральной характеристики, интенсивности и длительности воздействия.
1.2.8. Источниками шума являются пневмоприводы, вентиляторы, плазмотроны, источники питания и др. Воздействие шума на организм зависит от спектральной характеристики и уровня звукового давления.
1.2.9. Источником локальной вибрации у работников сборочно-сварочных цехов являются ручные пневматические инструменты, используемые для зачистки швов после сварки.
1.2.10. Статическая нагрузка на верхние конечности при ручных и полуавтоматических методах сварки, наплавки и резки металлов зависит от массы и формы электрододержателей, горелок, резаков, гибкости и массы шлангов, проводов, длительности непрерывной работы и др. В результате перенапряжения могут возникать заболевания нервно-мышечного аппарата плечевого пояса.
Источник: https://files.stroyinf.ru/Data1/42/42507/index.htm