
Содержание
Оксидирование алюминия в домашних условиях
Анодирование алюминия (анодное оксидирование) – это процесс, в результате которого на поверхности металла образуется оксидное покрытие.
Основная задача оксидного покрытия – защитить поверхность алюминия от окисления, возникающего из-за взаимодействия этого металла с воздухом.
Анодирование призвано не уничтожать пленку, образовавшуюся при окислении (она выполняет защитную функцию), а сделать ее более прочной. В этом отношении анодирование похоже на такой метод, как воронение окислением.
Технология анодного оксидирования используется для укрепления не только алюминия и его сплавов, но и других металлов. К примеру, оксидные покрытия используются для защиты титана и магния.
Помимо укрепления поверхностного слоя, анодирование преследует следующие цели:
- сглаживание различных дефектов поверхности (сколов, царапин и т.п.);
- повышение адгезивных качеств материала (краска значительно лучше сцепляется с оксидной пленкой, чем с голым металлом);
- улучшение внешнего вида металла;
- придание металлу различных декоративных эффектов (к примеру, можно создать имитацию золота, серебра, жемчуга).
Технология анодирования
Процесс анодирования можно разделить на три части:
- подготовительный процесс;
- химическую обработку;
- закрепление.
Подготовительный процесс
На этом этапе алюминиевый профиль подвергается механической и электрохимической обработке. Под механической обработкой понимается очистка металла, его шлифование и обезжиривание.
Далее изделие кладут сначала в щелочной раствор для травления, а затем перекладывают в кислотный для осветления. Завершается подготовка промывкой поверхности.
Причем промывка осуществляется несколько раз, чтобы полностью удалить кислотные вещества с металла.
Химическая обработка
Химическое оксидирование алюминия представляет собой обработку металла в электролите. В качестве электролитов используются растворы различных кислот (серной, хромовой, щавелевой, сульфосалициловой). Порой в растворы добавляют соль или органическую кислоту.
Наиболее распространенный электролит – серная кислота. И все же этот электролит не применяется для обработки изделий сложной формы, на которых имеются небольшие отверстия или зазоры. В таких случаях предпочтительна хромовая кислота. А вот щавелевая кислота позволяет значительно улучшить разноцветные изоляционные покрытия.
Химическое оксидирование алюминия
Качество процесса зависит от нескольких составляющих, в числе которых концентрация, температурный режим и плотность тока. Высокие температуры способствуют ускорению анодирования. Причем пленка образуется мягкая и высокопористая. Если необходимо твердое покрытие, применяется более низкая температура.
Химическое оксидирование алюминия может осуществляться при температурах от нуля, до плюс 50 градусов по Цельсию. Плотность тока может варьироваться от 1 до 3 Ампер на квадратный дециметр. Показатель электролитной концентрации может находиться в пределах 10-20%.
Закрепление
После оксидирования металл выглядит, как пористая поверхность (даже при использовании холодного режима). Чтобы поверхность была достаточно прочной, эти поры нужно перекрыть. Делается это одним из трех способов:
- окунанием изделия в горячую пресную воду;
- обработкой паром;
- размещением металла в так называемом «холодном растворе».
Обратите внимание! Если изделие будет окрашиваться, процесс закрепления не нужен, поскольку лакокрасочный материал естественным образом заполнит имеющиеся поры.
Существует три разновидности оборудования для оксидирования алюминия:
- основное (ванны);
- обслуживающее (обеспечение работы);
- вспомогательное (подача изделий в ванну, проведение подготовки, складирование и т.п.).
Другие способы анодирования
Помимо классического способа, описанного выше, также может применяться твердое, микродуговое и цветное анодирование. Вкратце об этих способах обработки металла будет рассказано ниже.
Задача твердого анодирования – получить особо прочную микропленку. Методика нашла широкое распространение в авиастроении, автомобилестроении и строительстве. Особенность технологии состоит в том, что задействуются не один, а сразу несколько электролитов.
К примеру, в рамках одного процесса могут применяться щавелевая, серная, лимонная, винная и борная кислоты. В ходе анодирования плотность тока постепенно увеличивается, и благодаря структурным изменениям в ячейках пленка приобретает повышенную прочность.
Схема микродугового оксидирования
Микродуговое оксидирование – это электрохимический процесс, в котором поверхность алюминия окисляется, и в это же время между анодом и электролитом происходят электрозарядные явления. Методика позволяет получать особенно качественные покрытия с высоким уровнем износостойкости и адгезии.
Еще один способ анодирования – цветное. Как видно из названия, основная задача процесса – изменить цвет детали.
Существует четыре способа цветного анодирования:
- Окрашивание методом адсорбции. Осуществляется путем погружения изделия в электролитную ванну. Также возможно окунание детали в раствор с красящим веществом, разогретым до заданной температуры.
- Электролитическое окрашивание (другое название – черное анодирование). Вначале получают бесцветную пленку, а затем окунают металл в кислый солевой раствор. На выходе цвет изделия может разниться от черного, до слабого бронзового оттенка. Черные тона алюминия особенно востребованы в строительной отрасли.
- Интерференционное окрашивание. Технология схожа с электролитическим окрашиванием, но за счет создания особого светоотражающего слоя цветовые оттенки получаются гораздо разнообразнее.
- Интегральное окрашивание. Технология представляет собой смешивание электролита с органическими солями.
Анодирование в домашних условиях
Самостоятельное анодирование практически всегда осуществляется по холодной методике. Такой же технологии придерживается и большинство компаний, предоставляющих подобные услуги. Холодной методика называется из-за того, что в процессе создания пленки нет нужды в высоких температурах: рабочий диапазон температур колеблется между -10 и +10 градусов по Цельсию.
Достоинства холодного анодирования:
- Поверхностный слой получается достаточно толстым благодаря тому, что скорость роста и растворения оксидной пленки с ее наружной и внутренней стороны различаются.
- Пленка выходит очень прочной.
- Обработанный металл отличается высокой стойкостью к коррозии.
Единственный недостаток методики состоит в сложности дальнейшей окраски металла материалами, основанными на органике. Однако металл, вне зависимости от его характеристик, в любом случае получает окраску естественным образом. Цвет может различаться от оливкового, до черного или сероватого.
Для проведения работ понадобится следующее:
- ванны (алюминиевые емкости для анодирования, а также пара стеклянных или пластиковых – для изготовления растворов);
- алюминиевые соединительные провода;
- источник напряжения на 12 Вольт;
- реостат;
- амперметр.
Приготовление раствора
Как уже говорилось выше, основной электролит для анодирования – серная кислота. Однако вне пределов производственного помещения использование такого электролита опасно. Поэтому в домашних условиях обычно используют соду.
Приготовление раствора:
- Приготавливаем 2 раствора – содовый и соляной. Компоненты засыпаем в емкости с дистиллированной теплой водой в пропорции 1 к 9.
- Хорошо перемешиваем раствор и даем ему настояться.
- Сливаем раствор в другую емкость таким образом, чтобы туда не попал содовый осадок. От чистоты раствора в значительной степени зависит результат анодирования.
Анодирование
Прежде всего, нужно подготовить деталь. Задача подготовительного процесса – очистить, отшлифовать и обезжирить поверхность перед анодированием. Если на изделии не убрать видимые дефекты, полученная пленка не сможет их скрыть, так как ее толщина не превышает 1/20 миллиметра. Прямо перед анодированием смешиваем оба раствора в одной посуде.
https://www.youtube.com/watch?v=0OMdKz-j6WY
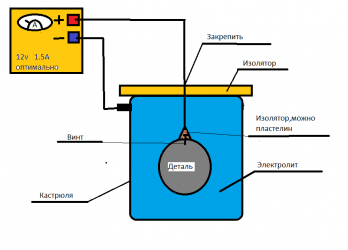
Емкость для анодирования должна быть достаточно объемной, чтобы в нее можно было полностью погрузить деталь. Кроме того, деталь должна быть зафиксирована так, чтобы не касаться дна посуды. Для этого можно использовать стойку или любой другой вариант – на личное усмотрение. Также нужно вдумчиво подойти к вопросу крепления детали, так как после анодирования в местах фиксации останутся следы.
Ток подается, по крайней мере, 30 минут. На необходимость завершать анодирование указывает изменение цвета детали. Когда деталь готова, напряжение отключаем, а металл извлекаем из ванночки.
После изъятия тщательно промываем заготовку. Чтобы результат был качественным, на 15 минут кладем металла в марганцевый раствор. Затем вновь промываем деталь сначала в теплой, а затем в холодной воде. Далее высушиваем металл. Если технология не нарушена, изделие приобретет светло-серую тональность. На качественно проделанную работу указывают равномерный цвет поверхности, отсутствие потеков и пятен.
Завершающая стадия анодирования – закрепление пленки. Необходимо закрыть микроскопические поры, имеющиеся в пленочном покрытии. Для этого кладем металл в емкость с дистиллированной водой и кипятим в течение получаса.
По желанию можно также покрасить или отлакировать металлическую поверхность. Лакокрасочный слой наносится методом погружения.
Итак, анодирование алюминия может осуществляться разными способами. Однако лишь холодная обработка металла содовым и соляным растворами доступны в домашних условиях. Также стоит заметить, что при соблюдении технологических требований вне зависимости от вида раствора отсутствует существенная разница в качестве полученных поверхностей.
Источник: https://kraska.guru/specmaterialy/drugie-pokrytiya/anodirovanie-alyuminiya.html
Анодирование алюминия в домашних условиях
Алюминий – металл легкоплавкий, пластичный и мягкий именно поэтому часто используется мастерами для изготовления различных деталей в домашних условиях. Но есть у алюминия недостаток.
Источник: https://ccm-msk.com/oksidirovanie-alyuminiya-v-domashnih-usloviyah/
Процесс анодирования алюминия

Анодирование алюминия или его анодное окислениерассматривается многими предпринимателями, как одно из самых перспективных направлений обработки алюминия и его сплавов.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.
Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Технология анодирования алюминия
Производственный процесс анодирования алюминия условно делится на три этапа:
1. Подготовительный — на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание.
Затем изделие сначала помещают в щелочной раствор, где происходит так называемое «травление», а после — в кислотный, для осветления изделия. Последний шаг — промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.
2. Химическое анодирование алюминия — изделие прошедшее первичную обработку подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосальциловой кислот иногда с добавлением органической кислоты или соли. Серная кислота — самый распространенный электролит, однако он не подходит для сложных изделий с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов.
Вид, концентрация, температура электролита, а также плотность тока напрямую влияют на качество анодирования. Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
3.Закрепление — непосредственно после анодирования поверхность изделия выглядит очень пористой. Чем больше пор — тем мягче поверхность. Поэтому, чтобы изделие получилось крепким и долговечным, поры нужно закрыть. Сделать это можно, окунув изделие в почти кипящую пресную воду, обработав под паром, либо поместив в специализированный «холодный» раствор.
Если изделие предполагается окрасить в какой-нибудь цвет, его не «закрепляют», так как краска прекрасно заполнит пустое пространство в порах.
Оборудование для анодирования алюминия делится на 3 вида: основное (ванны для анодирования), обслуживающее (обеспечивает непрерывную работу линии, подает ток в ванны и т.д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).
Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия — это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации.
Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию.
Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия — технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:
Первое — адсорбационное окрашивание — происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе — электролитическое — оно же черное анодирование алюминия — это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.
Третий вид — интерференционное окрашивание — то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид — интегральное окрашивание — в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного — электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
Источник: https://promplace.ru/obrabotka-metallov-staty/anodirovanie-aluminiya-1486.htm
Анодирование алюминия в домашних условиях
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа. Вначале наносится бесцветная пленка электролитическим способом, а затем заготовку помещают солевой раствор кислот. В зависимости от кислоты цвет может быть от бледной латуни до насыщенного черного. Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Методы цветного анодировния алюминия
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Холодная технология отличается тем, что рост анодированного покрытия со стороны металла протекает с большей скоростью, чем его растворение с внешней стороны.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Закрепление результата
Качество анодирования алюминия зависит от завершающего этапа – закрепления покрытия. Для этого после нанесения покрытия и промывки детали помещают на четверть часа в раствор марганца. После выемки необходимо детали промыть под горячей и холодной водой для удаления из пор остатков раствора.
Перед окрашиванием необходимо закупорить микроскопические поры на пленке. Для чего изделия кипятят в дистиллированной воде в течение 30-40 минут.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: https://stankiexpert.ru/spravochnik/materialovedenie/anodirovanie-alyuminiya-v-domashnikh-usloviyakh.html
Технология анодирования алюминия и преимущества процедуры

Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.
На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.
Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.
Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Рекомендуем прочитать:
Источник: https://gidpokraske.ru/spetsialnye-materialy/obrabotka-metallicheskih-predmetov/anodirovanie-alyuminiya.html
Технология анодирования алюминия в домашних условиях – подробная инструкция и детали

Этот металл (в чистом виде или его сплав) является наиболее удобным для различного рода поделок, поэтому и пользуется популярностью у «домашних умельцев». Несмотря на множество достоинств, есть у алюминия и существенный недостаток – он быстро вступает в реакцию с воздухом (окисляется), что приводит к образованию своеобразного налета, который усложняет процесс окрашивания заготовок. А их «первозданный» вид мало кого устраивает из-за своей непривлекательности.
Прежде чем рассматривать процесс анодирования алюминия, следует понять, для чего оно проводится. Ведь при окислении на поверхности металла появляется тончайшая пленка, которая выполняет и функцию защиты. Все дело в том, что она непрочная и довольно легко повреждается. Поэтому смысл описываемого процесса состоит в том, чтобы ее укрепить (усилить). В этом плане анодирование сходно с таким не менее известным процессом, как воронение методом окисления (об этом можно прочитать здесь). Поэтому эту технологию называют еще анодным оксидированием.
Она применяется не только по отношению к алюминию, но и к некоторым другим металлам. Например, магнию, титану.
Что дает анодирование
- Укрепляет поверхностный слой.
- Делает невидимыми дефекты основы в виде царапин, точечных повреждений. Другими словами, «сглаживает» металл и придает ему однородность.
- Краска на алюминий ложится значительно лучше и равномернее.
- Внешний вид деталей делается более привлекательным.
- Возможность придать металлу различный оттенок и имитировать серебро, золото или, например, жемчуг. Хотя применение анилиновых красителей значительно расширяет спектр.
Анодирование «холодное»
Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет. Есть еще обработка алюминия «теплая», но такая технология менее эффективна и в последнее время, особенно в быту, не используется.
Достоинства
- Возможность получения достаточно толстого поверхностного слоя, что достигается разной скоростью нарастания и растворения оксидной пленки соответственно с внутренней и наружной ее стороны. Особенность методики в том, что процесс осуществляется в температурном диапазоне от – 10 до +10 ºС. Отсюда и ее название
- Высокая прочность такого покрытия.
- Повышение антикоррозийной устойчивости металла.
Недостатки
Он один, и довольно относительный. Дальнейшее покрытие красителями с органической основой становится довольно сложным. Материал, в зависимости от структурного состава (если речь идет о сплаве или характеристиках самого алюминия) в процессе анодирования окрашивается естественным путем. Оттенок может быть любым – от оливкового (с примесью «зелени») до темного (серого или черного).
Что понадобится
- Ванночки. Из алюминия – для анодирования; стеклянные или пластиковые – 2 штуки – для приготовления растворов.
- Соединительные провода (также алюминиевые).
- Источник напряжения +12 В (АКБ или выпрямитель).
- Реостат (если питание от аккумулятора или другого устройства с нерегулируемым «выходным» параметром).
- Амперметр.
Технология анодирования
На производстве для анодирования металлов используется раствор серной кислоты. Но такая методика небезопасна, так как сопровождается бурным газовыделением. Даже малейшая искра может привести к взрыву этой смеси. Суть процесса несложно понять по схеме, но в бытовых условиях кислотой редко кто пользуется, хотя методика остается прежней (разница только в том, что свинцовая пластина отсутствует). Поэтому рассмотрим более простой способ работы с алюминием.
Приготовление растворов
Их готовится два (в разных емкостях). Они служат альтернативой кислоте. Один – из пищевой соли, другой – из соды питьевой. Используется только чистая, дистиллированная, причем теплая вода. По объему содового раствора понадобится в 9 раз больше; в соответствие с этим и подбирается посуда.
После тщательного перемешивания (до полного растворения веществ) раствору нужно дать отстояться, а потом он сливается в другую посуду так, чтобы в нее не попал осадок, и фильтруется. Качество анодирования во многом зависит от «чистоты» растворов.
Подготовка детали
Коротко этот этап работы можно выразить так: очистка поверхности – ее обработка (шлифовка) – обезжиривание заготовки.
Если на детали будут какие-либо заметные дефекты, то полученный слой их не скроет (толщина покрытия не более 0, 05 мм).
«Закрепление» слоя
Это заключительный этап. Пленка, которая покрывает металл, характеризуется обилием микропор. Чтобы повысить устойчивость алюминия перед внешними воздействиями, их следует «закрыть». Самый простой способ – или прокипятить в воде дистиллированной, или пропарить. Такая процедура занимает не менее 30 минут.
«Финишная» обработка
После этого можно произвести покраску или просто покрыть лаком (бесцветным). Окрашивание производится методом погружения детали в раствор красителя (анилинового, 10%-го).
Распространенные ошибки
Их довольно часто допускают «домашние» мастера, не изучившие как следует все особенности технологии.
- Плохой контакт детали с электродом. Поэтому зажим должен быть надежным, типа «крокодил», а еще лучше – с затягивающим винтом. Нарушение контакта приводит к изменению силы тока, что напрямую влияет на конечный результат. Поэтому различные скрутки, петли для подвешивания заготовок в данном случае неприменимы.
- Несоответствие габаритов катода линейным размерам детали. Это приводит к неравномерности плотности тока в ванночке. Как следствие – низкое качество обработки поверхности, риск прогара металла. Есть общее правило – катод (ванночка) по площади должен превышать заготовку не менее чем в 2 раза.
- Недостаточная (или завышенная) анодная плотность. Рекомендуемая величина – порядка 2 А/дм² (20 мА/см²). Для ускорения процесса ее можно и немного увеличить (но не более чем в 1,5 раза) с обязательным выдерживанием низкой температуры раствора за счет качественного охлаждения + постоянное его перемешивание.
Полезные советы
Произвести качественную зачистку поверхности образца механическим способом (с применением абразивных материалов) не всегда возможно. Например, из-за сложного рельефа его поверхности. В этом случае более эффективна методика травления. Суть ее в том, что деталь погружается в щелочной раствор. На практике, как правило, в мыльный. Иногда, чтобы добиться осветления заготовки, она дополнительно опускается в посуду с 20% раствором кислоты.
Следует неукоснительно соблюдать рекомендованный температурный режим (от -10 до +10 ºС). Если температура повысится, придется убавлять силу тока. Как результат – «рыхлость» покрытия.
После окраски для сохранения цвета в течение долгого времени деталь желательно обработать лаком. Чтобы не было его «наслоений», можно ее обработать мягкой кисточкой. После погружения в лак нужно дать ему полностью стечь.
В статье приведен только один из многочисленных способов анодирования в быту. Он самый простой, а потому и наиболее подходящий для человека, не имеющего достаточного опыта. При работе с кислотой сложностей гораздо больше, но разницы в конечных результатах практически никакой нет.
Для тех, кого интересует методика литья алюминия, есть отдельная инструкция с подробными фото — читайте.
Источник: https://ismith.ru/metalworking/anodirovanie-alyuminiya/